
A plastic product can be made more effective, for example fulfilling several functions simultaneously or fulfilling previously fulfilled functions under more demanding boundary conditions. For this purpose, at first, the product condition must be determined. It might be necessary to research on the measurement equipment and methods, too. Material laws and standards can be used for research on the predictability of the behavior of the product, especially lifetime prediction under various working conditions. The component behavior can be simulated with calculations and validated with certains experiments.
Current research
Solid state behaviour
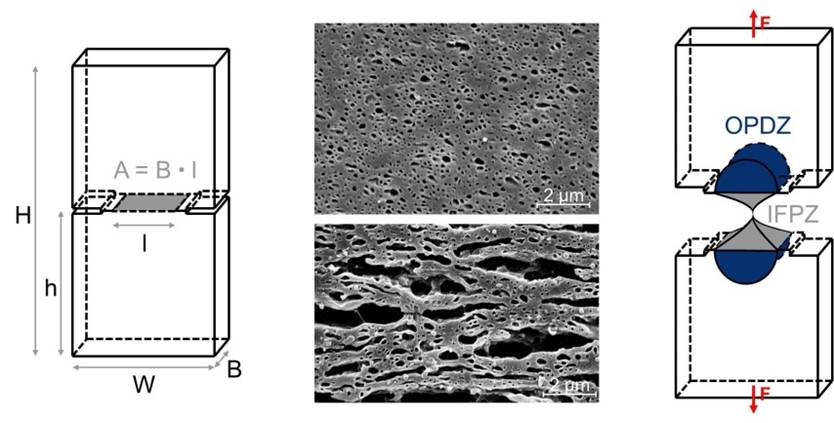
Initial Situation
- Glare charactersitics depend on the morphology and phase adhesion of the glare partners
- Glare characteristics are dependent on speed, temperature and medium
Problem
- There are no criteria for optimal glare morphology to achieve a maximum toughness at low test speeds.
- Determination of the shape and size of the plastic deformation around the crack tip is insufficiently possible
- There are currently no valid material models for the simulation of fracture behaviour.
Solution
- Optimization of glare characteristics by means of fracture mechanical methods
- Use of a 3D image correlation system for local determination of crack growth and material deformation during fracture
- Coupling of the molecular dynamic simulation with continuum mechanics to predict glare characteristics
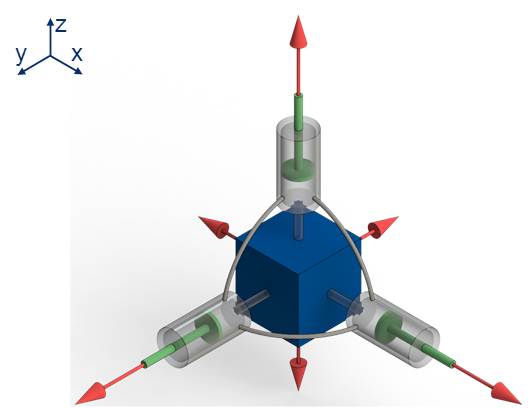
Initial Situation
- Conventional material models can only insufficiently predict the real behavior of plastics
Problem
- Determination of suitable material models for multiaxial load conditions
- Model calibration by uniaxial material properties
Solution
- Consider the visco-elasticity of the materials behavior
- Implementation in commercial FE-Simulation tools
- Validation of the prediction quality by tensile tests and complex parts

Initial Situation
- Stress based design leads mostly to oversized parts due to multiple reduction factors
- The critical strain is the strain, at which first micro cracks occur
- Critical strain is mostly independent of kind of stressing, time, temperature and kind of medium
Problem
- A quick, universal and robust determination of the critical strain for a wide variety of materials
Solution
- Acoustic emission analysis (AEA)
- Correlation of measured signals
- (elastic sound waves ó micro cracks)
- Detection of micro cracks during tensile tests
Non-destructive testing
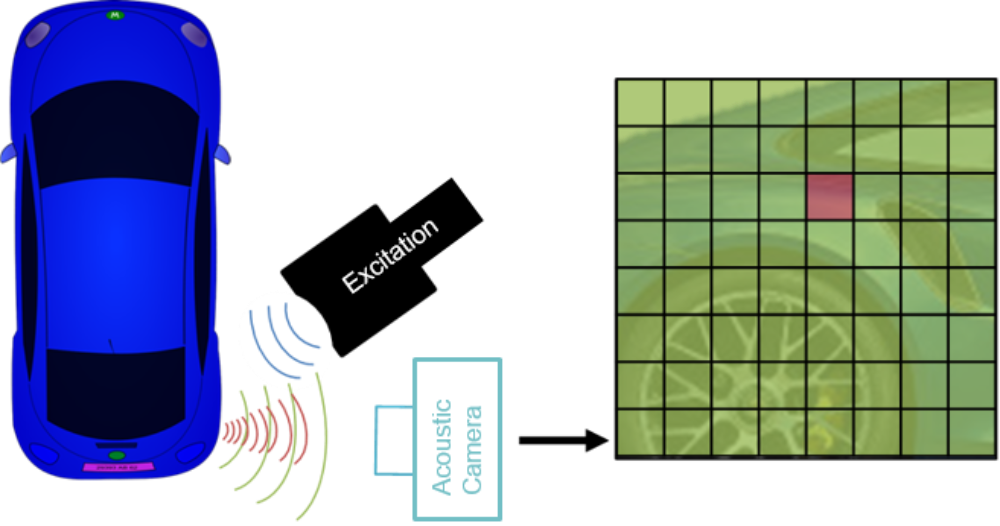
Initial Situation
- Defects vibrate after excitation with their resonance frequency and high amplitude.
- Enabling scanning laser Doppler vibrometry (LDV) defects vibration can be made visible. LDV is a very slowly and expensive method.
Problem
- Vibrations radiated in air should be monitored over a large area.
- Standard microphones only working in the hearable acoustic frequency range.
- Areal specimen excitation not really possible in a non-destructive way.
Solution
- Enabling an acoustic camara to make vibrations visable.
- Use of a microphone array with large bandwidth
- Resorch on non-destructive/non-contact ways of specimen excitation

Initial situation
- Crack lengths in the range of fiber diameters are difficult to find in fiber composites.
- It is not known from which crack length and crack density the material is measurably weakened.
Problem
- Monitoring of crack growth (crack density, crack length, place of origin and orientation)
- Investigation of material fatigue via sound propagation time and amplitude damping
Approach
- Ultrasonic shear waves are refracted by anisotropic materials
- Depending on the direction of polarization, a fast and a slow wave train is generated
- Simulation of the propagation behavior of the ultrasonic waves and reverse engineering with the ultrasonic results as input variable to determine material parameters
- Successive damage to the test specimens and measurement of the material characteristics using ultrasonic birefringence
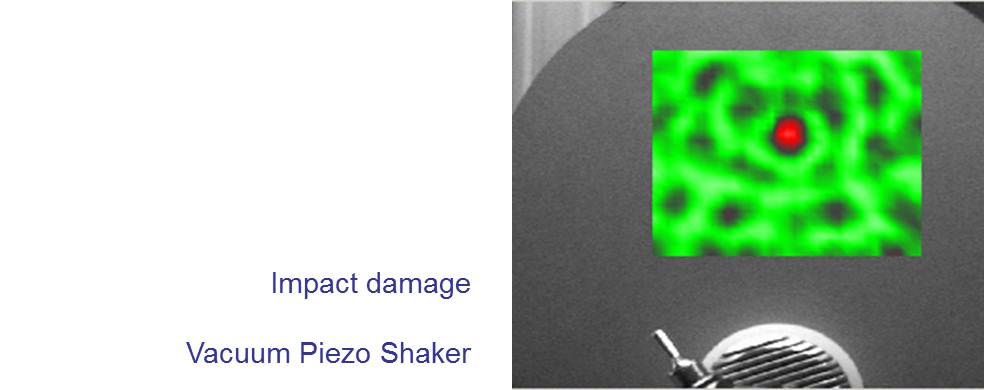
Initial Situation
- Impact damage in FRP is barely visible, yet hazardous for structural integrity
- Current NDT techniques for detecting impact damage are either complicated (ultrasonics) or ambigous (optically excited thermography)
Problem
- Ultrasonic thermography is currently a lab-only method
- Ultrasonic thermography equipment is bulky
- Ultrasonic thermography uses high electric and mechanical power
Solution
- Ultrasonic frequency optimization by usage of local defect resonances
- Wideband excitation with low input power
- Optimization of excitation sources
Initial Situation
- The detection of defects in lightweight structures caused by the manufacturing process and application is becoming increasingly important.
- The Shearography test procedure is available for defect detection on large components.
Problem
- Often too poor signal-to-noise ratio to be able to make statements about a possible defect
- Defect excitation is energy and time consuming
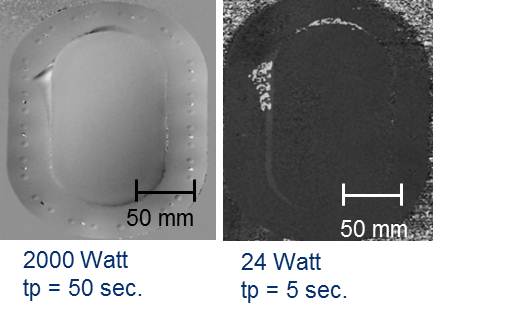
Solution
- Shorter test times (tp) and selective defect excitation can be achieved by ultrasonic excitation using local defect resonance.
- Reduction of the excitation energy up to a factor of 80.
- Improvement of the signal-to-noise ratio by about a factor 6.
Initial Situation
- Optically excited thermography is a well-established NDT technique
- Excitation sources are halogen lamps, flashes, LEDs and lasers
Problem
- For each application a suitable excitation source has to be chosen
- Lasers are expensive, LEDs suffer from low intensity, halogen lamps are comparatively slow
- Photo thermal thickness measurements can only be performed point-wise
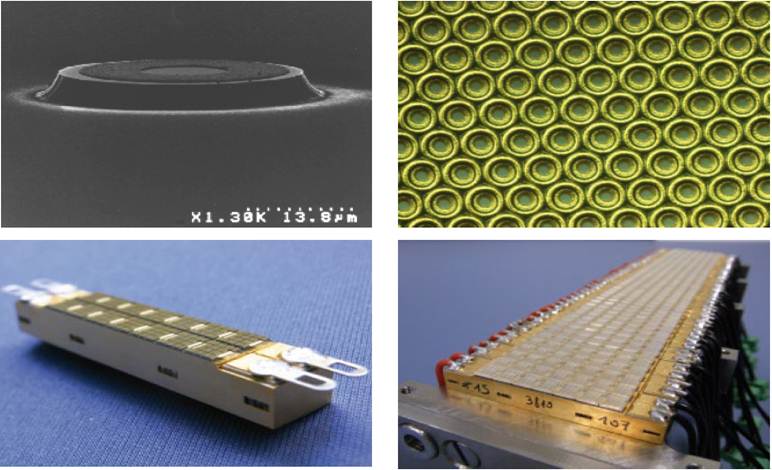
Solution
- Use of a VCSEL diode array as an exciation source
- Combines full-field and speed
- Thermography transforms from a testing method to a measurement technique

Initial Situation
- Increasing use of hybrid lightweight structures in the automotive section
- Boundaries in multi-materials are critical areas for component performance
- Project partners develop new joining process
Problem
- Inline non-destructive testing method needed to investigate joints
- Special challenge is 3D-curved geometry of the component
- Geometrical deviations are allowed
Solution
- Detecting geometrical deviations with optical scanning devices
- Investigating joints using air-coupled ultrasound
- Contour accuracy movement of ultrasound transducers over
the component’s surface considering geometrical deviations

Initial Situation
- Increasing use of fiber reinforced structures in the automotive section
- Damage evaluation far more complex compared to usual materials
- No fast and reliable non-destructive testing method until now
Problem
- Usual scanning devices allow air-coupled ultrasound measurements of flat and cylindrical components
- Frequently, no specific geometrical data of the component’s surface
- Car safety prediction after crash is difficult
Solution
- Investigating complex fiber reinforced components
using air-coupled ultrasound and industrial robots - Additional adaption of optical systems to recognize
surface data - Independent creation of robot moving paths
and data evaluation using surface data
Initial Situation
- Increasing use of fiber reinforced structures in the automotive section
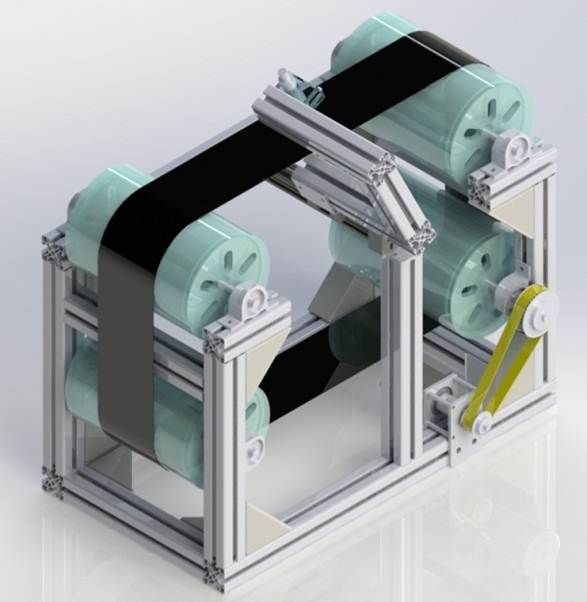
- Pultrusion process to produce fiber reinforced thermoplastic tapes
- No fast and reliable inline non-destructive testing (NDT) method until now
Problem
- Need for non-contact NDT due to sub millimeter tape thickness
- No water coupling allowed
- Fast and reliable inspection of kinks, dry fibers, fiber volume
content and delaminations within the tape is mandatory
Solution
- Air-coupled ultrasound in slanted transmission mode
for online NDT of tapes - Scanning with single transducer over the tape width
or using transducer arrays - Automated data evaluation software with final
“red – green” indication