

Ein Produkt aus Kunststoff kann wirksamer gemacht werden, z.B. in dem es mehrere Funktionen zugleich erfüllt oder die bisher erfüllte Funktion bei anspruchsvolleren Randbedingungen. Hierzu müssen zunächst der Produktzustand bestimmt und ggf. an Messmitteln und -methoden geforscht werden. Mit Hilfe von Werkstoffgesetzen wird an der Vorhersagbarkeit des Produktverhaltens geforscht, besonders an der Lebensdauervorhersage unter verschiedenen Betriebszuständen. Mit Hilfe von Berechnungen wird das Bauteilverhalten simuliert und mit ausgewählten Versuchen validiert.
Aktuelle Forschungsprojekte
Festkörperverhalten

Ausgangssituation
- Neue Kunststoffe sowie Produktionsverfahren ermöglichen die Verbreitung von innovativen Kunststoffprodukten.
- Kunststoffprodukte sind unverzichtbar und prä-gen nachhaltig unsere Kultur.
- Einfluss auf die gesellschaftliche Entwicklung ist weitestgehend unerforscht.
Problemstellung
- Kunststoffe altern und gehen unwiederbringlich für die Nachwelt verloren.
- Einfluss einzelner Kunststoffprodukte auf unsere Gesellschaft ist schwer nachweisbar.
- Interdisziplinärer Ansatz ist erforderlich.
Lösungsweg
- Interdisziplinäre Zusammenarbeit von Geis-tes- und Naturwissenschaften.
- Beleuchtung des kulturhistorischen Kontextes einzelner Kunststoffobjekte.
- Analyse der werkstofflichen Zusammen-setzung, Bewertung der Produktionstech-nologie sowie des Innovationsgrades ein-zelner Objekte im historischen Kontext.
Ausgangssituation
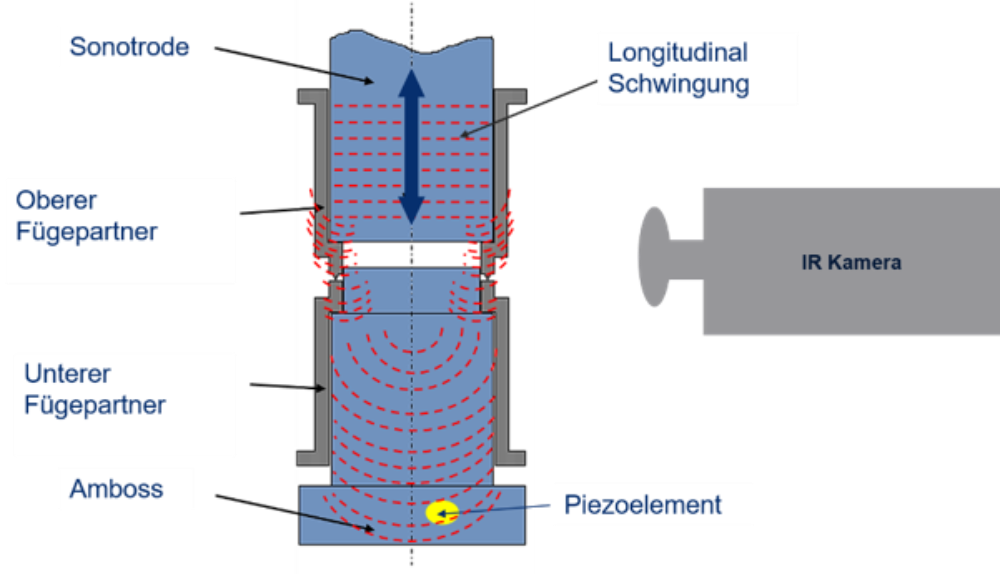
- Schweißparameter beim Ultraschall-schweißen basieren auf Erfahrungswerten. Keine In-Line Überwachung des Schweißprozesses vorhanden.
Problemstellung
- Beim Ultraschallschweißen kann während des Schweißprozesses keine direkte Aussage über die Qualität der Schweißnaht gemacht werden.
- Die von der Maschine aufgezeichneten Parameter (Weg, Kraft, Zeit) reichen für eine Bewertung meist nicht aus.
- Überprüfung der Schweißnahtqualität momentan nur über zerstörende Prüfung (Zugversuch)
Lösungsweg
- Überwachung des Schweißprozesses durch zerstörungsfreie Verfahren (Piezoelemente am Amboss und Thermografie)
- Korrelation der Messergebnisse mit zerstörender Prüfung
- Einfache i.O./n.i.O Ausgabe auf Basis der zerstörungsfreien Messung
Ausgangssituation
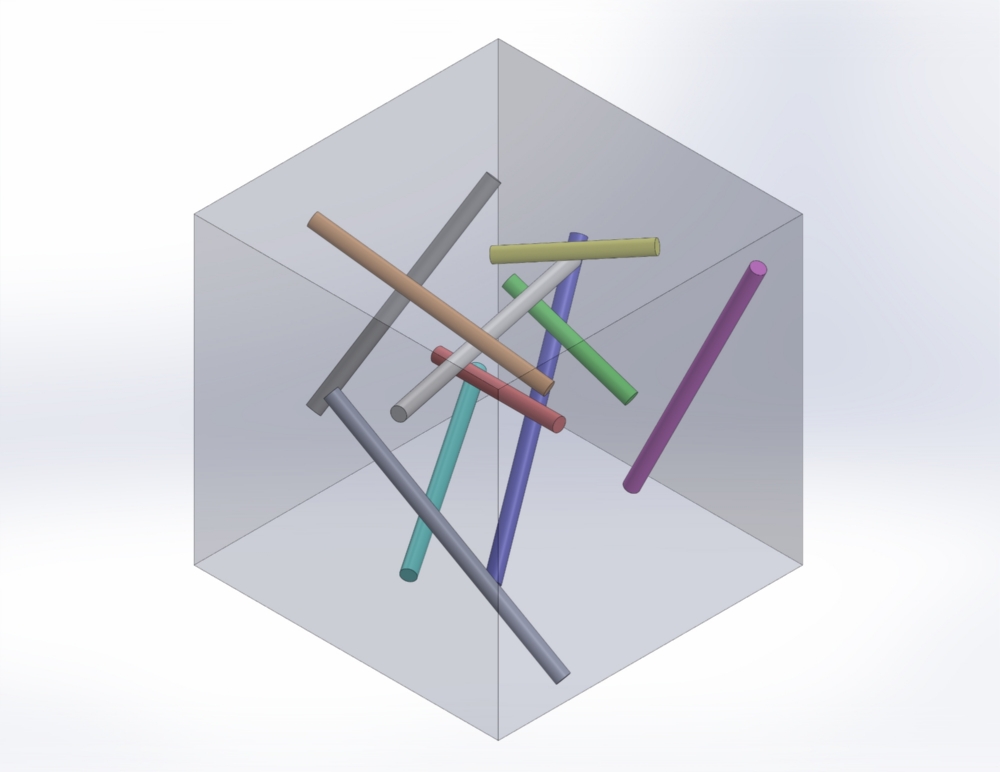
- Langfaserverstärkte Thermoplaste (LFT) gewinnen aufgrund ihrer besonderen mechanischen Eigenschaften und zahlreichen weiteren Vorteilen zunehmend an Bedeutung
- Verlässliche Vorhersage der prozessinduzierten Fasermikrostruktur stellt heute immer noch eine erhebliche Herausforderung dar
- Resultierende anisotrope inhomogene mechanischen Eigenschaften kaum Berechenbar
Problemstellung
- Beim Spritzgießen von LFTs werden die Fasern durch die wirkenden Kräfte orientiert, geschädigt und dispergiert (lokale Fasermikrostruktur).
- Mechanische Bauteileigenschaften sind sehr deutlich von der lokalen Fasermikrostruktur, d. h. der Faserlänge, Faserorientierung und Faserkonzentration abhängig
- LFTs lassen sich mithilfe bestehender Simulationsmethoden nicht zuverlässig auslegen da eine vollständige Berücksichtigung der Fasermikrostruktur nicht möglich ist
Lösungsweg
- Optimierungsansatz zur automatisierten Kalibrierung der Vorhersagemodelle im Rahmen der Prozesssimulation
- Neue Methode die eine vollumfängliche Berücksichtigung der verarbeitungsbedingten Fasermikrostruktur von LFTs (inklusive Schädigung) innerhalb der der Vorhersagemodelle für die anisotropen Werkstoffeigenschaften zur strukturmechanischen Auslegung erlaubt
Ausgangssituation
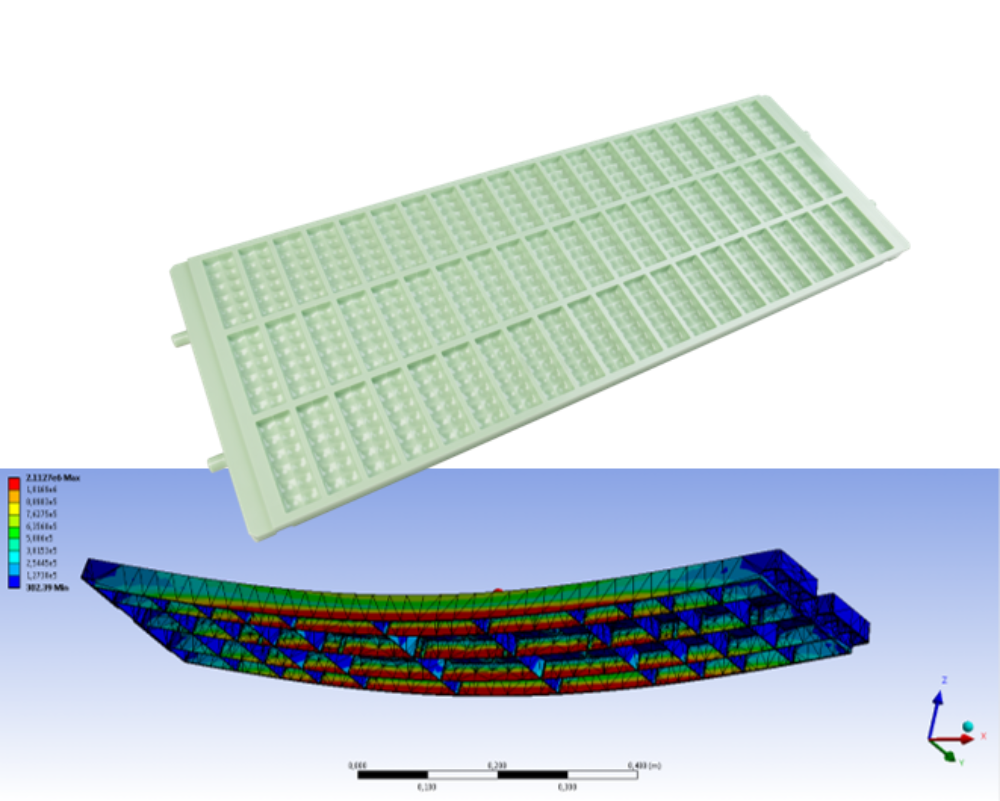
Formen aus PC werden im Schokoladen-Herstellungsprozess stark beansprucht (Schwingungen, Torsion, Ausklopfen der Schokolade, Reinigung etc.)
Problemstellung
- Riss- und Bruchbildung infolge der zyklischen Belastungen
- Spontanes Versagen der Formen führt zu hohen Produktionsausfällen
Lösungsweg
- Entwicklung einer Form mit Datenloggern zur Analyse der individuellen Produktions- umgebung
- Entwicklung eines Simulationsmodells zur Vorhersage der Endlebensdauer auf Basis der Geometrie der Form und der ermittelten Beanspruchung
Ausgangssituation
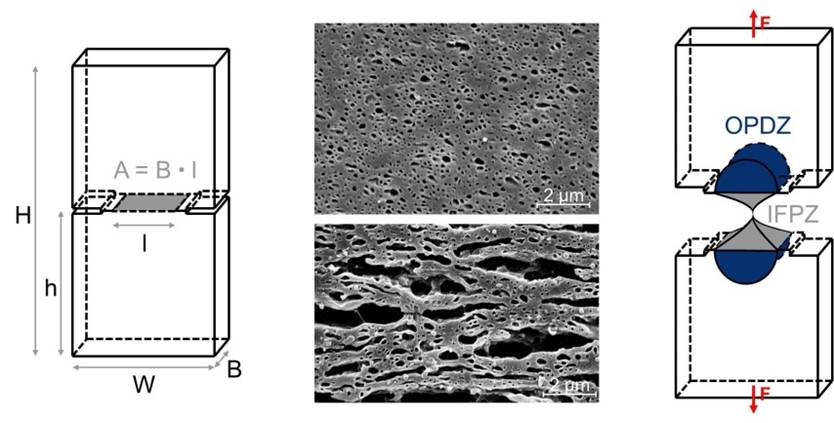
- Blendeigenschaften hängen von der Morphologie und der Phasenhaftung der Blendpartner ab
- Blendeigenschaften sind geschwindigkeits-, temperatur- und medienabhängig
Problemstellung
- Es existieren keine Kriterien für eine optimale Blendmorphologie zum Erreichen einer max. Zähigkeit bei geringen Prüfgeschwindigkeiten
- Bestimmung der Form und Größe der plastischen Deformation um die Rissspitze ist nur unzureichend möglich
- Aktuell fehlt es an gültigen Werkstoffmodellen zur Simulation des Bruchverhaltens
Lösungsweg
- Optimierung von Blendeigenschaften mittels bruchmechanischer Methoden
- Einsatz eines 3D-Bildkorrelationssystems zur lokalen Bestimmung des Risswachstums und der Werkstoffdeformation beim Bruch
- Koppelung der molekulardynamischen Simu-lation mit der Kontinuumsmechanik zur Vor-hersage der Blendeigenschaften
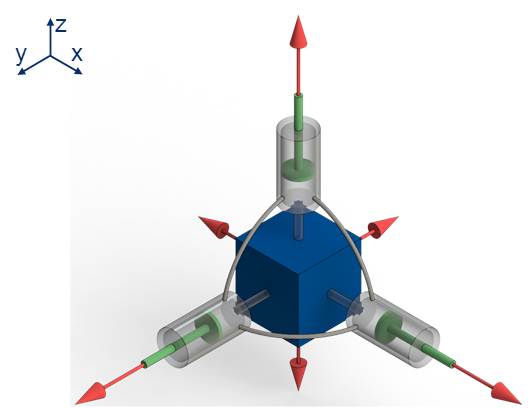
Ausgangssituation
- herkömmliche Werkstoffmodelle für Kunststoffe sind unzureichend für reale Beanspruchungen.
Problemstellung
- Ermittlung von geeigneten Werkstoffmodellen für mehrachsige Beanspruchung
- Modellkalibrierung mit uniaxial ermittelten Werkstoffdaten
Lösungsweg
- Berücksichtigung des viskoelastischen Werkstoffverhaltens
- Implementierung in eine kommerzielle FE-Simulationsumgebung
- Validierung der Berechnungsgüte anhand von Zugversuchen und komplexen Bauteilen
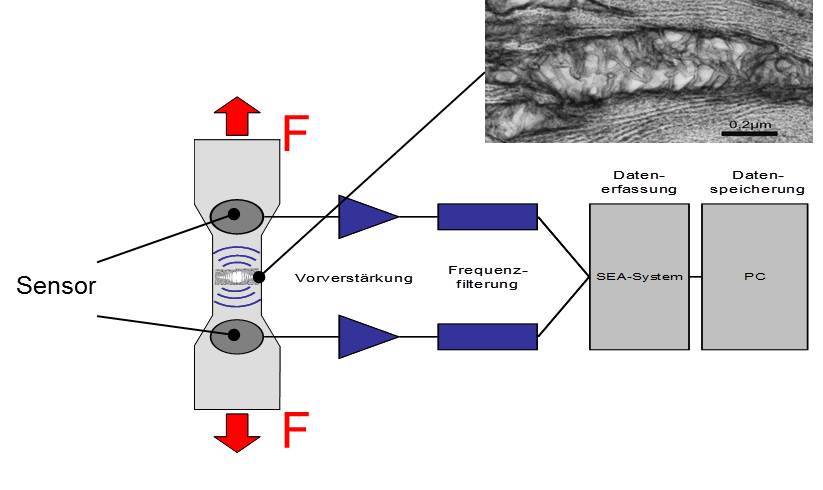
Ausgangssituation
- Spannungsbezogene Auslegung führt zur Überdimensionierung
- kritische Dehnung: Dehnung bei der die erste Schädigung entsteht
- kritische Dehnung ist unabhängig von Belastungsart und -dauer sowie Einsatztemperatur und Medium
Problemstellung
- Detektion der kritischen Dehnung in amorphen und thermoplastischen sowie faserverstärkten Kunststoffen
Lösungsweg
- Schallemissionsanalyse (SEA)
- Korrelation der Messgrößen (elastische Wellen ↔ Schädigung)
- Detektion von Mikrorissen während der Zugprüfung
Zerstörungsfreie Prüfung
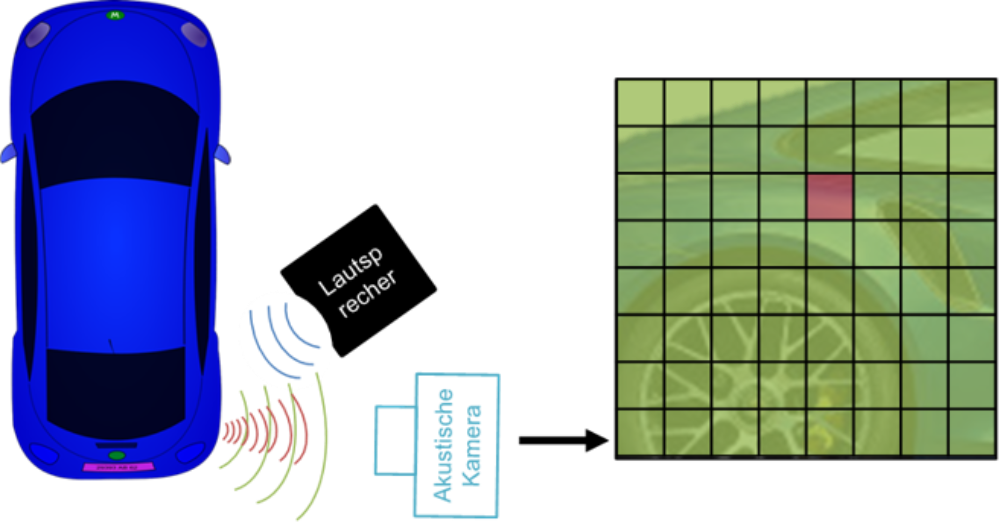
Ausgangssituation
- Defekte schwingen nach Anregung mit ihrer Resonanzfrequenz mit hoher Amplitude.
- Die scannende Laservibrometrie ist ein Verfahren um diese Schwingungen sichtbar zu machen – Aber sehr langsam und sehr teuer.
Problemstellung
- In die Luft abgegebene Schwingungen müssen vollflächig erfasst werden
- Handelsübliche Mikrofone arbeiten nur im hörbaren akustischen Frequenzbereich
- Vollflächige Bauteilanregung nur bedingt zerstörungsfrei möglich
Lösungsweg
- Einsatz einer akustischen Kamera zur Ortung von lokalen Defektresonanzen
- Verwendung eines Mikrofonarrays mit weitem Frequenzspektrum bis 70 kHz
- Erforschung von berührungslosen/rückstandslos entfernbaren Anregungsquellen

Ausgangssituation
- Trotz Qualitätssicherung kommt es bei der Herstellung zu Imperfektionen in Klebver-bindungen (z. B. Kontaminationen der Substrat-oberfläche)
- Zusätzlich Alterung von Klebstoffen im Betrieb
Problemstellung
- Derzeit kein etabliertes, zuverlässiges Verfahren zur Charakterisierung der Qualität von Klebverbindungen
- Aussage über mechanische Eigenschaften der Klebverbindung momentan nicht möglich
Lösungsweg
- Nichtlinearer Ultraschall und LDR zur zerstörungsfreien Verfolgung und Bewertung der Klebverbindungen im Verlauf des Produktlebenszyklus
- Untersuchung einer Korrelation zwischen dem Nichtlinearitätsverhältnis und den mechanischen Eigenschaften der Kleb-verbindung

Ausgangssituation
- Risse mit Risslängen im Bereich von Faserdurchmessern sind in Faserverbundwerkstoffen schwierig zu finden.
- Es ist nicht bekannt ab welcher Risslänge und Rissdichte sich die Schwächung auf die Gesamtstruktur auswirkt.
Problemstellung
- Überwachung des Risswachstums (Rissdichte, Risslänge, Entstehungsort und Orientierung)
- Untersuchung der Werkstoffermüdung über Schalllaufzeit und Amplitudendämpfung
Lösungsweg
- Ultraschallscherwellen werden durch anisotrope Werkstoffe gebrochen
- Je nach Polarisierungsrichtung entsteht ein schneller und ein langsamer Wellenzug
- Simulation des Ausbreitungsverhaltens der Ultraschallwellen und Reverse Engineering mit den Ultraschallergebnissen als Eingangsgröße um Werkstoffparameter zu ermitteln
- Sukzessives Schädigen der Prüfkörper und Messen der Werkstoffkenngrößen mithilfe der Ultraschalldoppelbrechung

Ausgangssituation
- Versagensmechanismen und Einfluss von Imperfektionen auf das Versagensverhalten von dickwandigen Faserkunststoffverbunden (FKV) mittels Ultraschall sind nicht vollständig verstanden und untersucht
Problemstellung
- Detektion der Fließfront während der Infiltration mit dem Hochdruck-Resin-Transfer-Molding-Verfahren (HD-RTM) bei FKV mit Dicken von 4 bis 10 mm
- Detektion von lokalen Schädigungen des FKV-Bauteils
- Detektion von Schädigungen während der Belastungsprüfung
Lösungsweg
- Detektion des Fortschritts der Fließfront mittels Phased-Array Ultraschall
- Detektion von lokalen Imperfektionen mittels Luftultraschall
Ausgangssituation
- Bauteile aus Faserkunststoffverbunden haben oftmals komplexe Geometrien unterliegen aber gleichzeitig hohen Qualitätsanforderungen
Problemstellung
- Klassischer Kontaktultraschall ist nicht kontaminationsfrei
- Oftmals ist ein zweiseitiger Zugang zum Bauteil für eine Transmissionsmessung nicht möglich
- Eine Automatisierung für die Serienproduktion ist noch nicht möglich
Lösungsweg
- Entwicklung eines automatisierbaren Luftultraschall-Prüfverfahrens bei einseitiger Zugänglichkeit
- Verbesserung der lateralen Auflösung durch den Einsatz von Fokussieraufsätzen
- Implementierung in eine Roboterprüfzelle zur automatisierten Prüfung in der Serienfertigung
Ausgangssituation
- Bedarf an CFK wächst jährlich durchschnittlich um 12 %
- Zunehmender Einsatz von CFK im Bereich der Mobilität
Problemstellung
- Fehlende zuverlässige und schnelle Prüfverfahren sowohl für Qualitätssicherung in Produktion als auch Betriebsprüfung
- Subjektive Beurteilung durch Prüfpersonal
- Zerstörungsfreie Prüfverfahren im Span-nungsfeld zwischen zusätzlichem Kostenfaktor und Zuverlässigkeit in der Qualitätsaussage
Lösungsweg
- Eliminierung des „Human-Factor“
- Schnellere und zuverlässigere Prüfung durch vollständige Automatisierung der Hochfrequenz-Wirbelstromprüfung
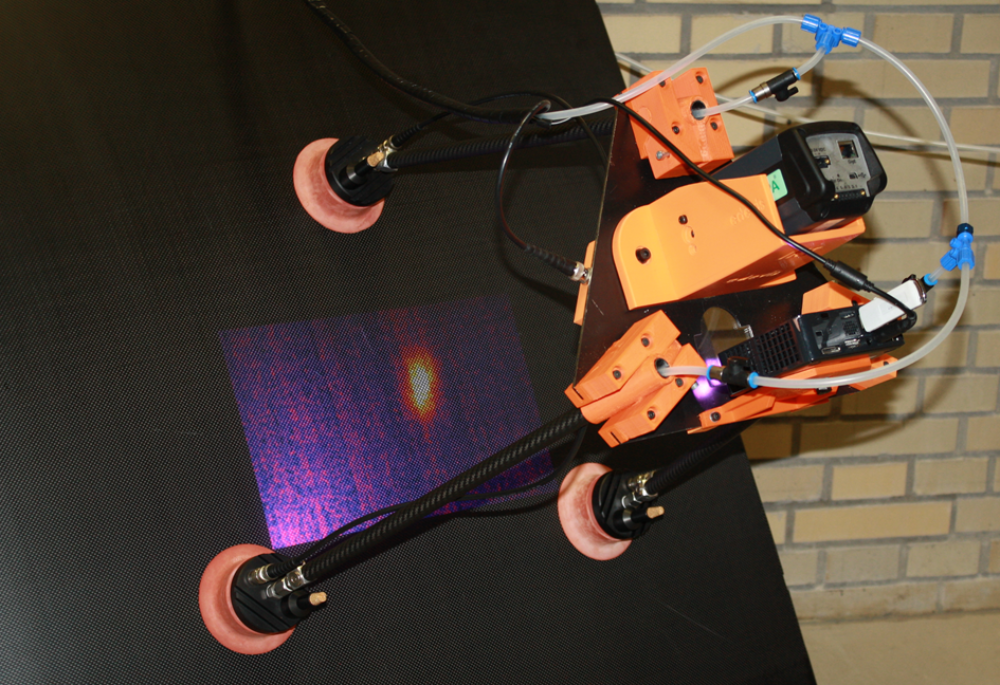
Ausgangssituation
- Impactschäden in FKV sind oft unsichtbar, aber kritisch für die Struktur
- Aktuelle ZfP-Verfahren sind kompliziert (Ultraschallverfahren) oder uneindeutig (optisch angeregte Thermografie)
Problemstellung
- Ultraschall-angeregte Thermografie ist bisher ein reines Laborverfahren, sperrig und benötigt viel elektrische Leistung
Lösungsweg
- Frequenzoptimierung der Ultraschallanregung durch Ausnutzen lokaler Defektresonanzen
- Breitbandige Anregung mit geringer Leistung
- Optimierung der Anregungsquellen
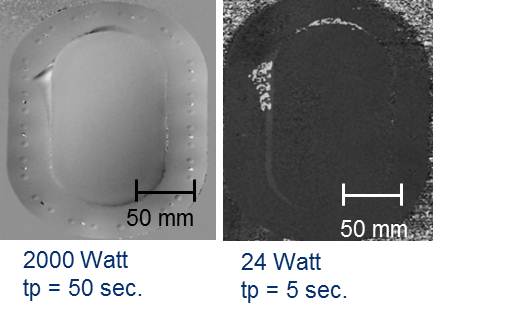
Ausgangssituation
- Die Auffindung von Defekten an Leichtbaustrukturen, bedingt durch den Herstellungsprozess und bei Anwendung, gewinnt zunehmend an Bedeutung.
- Zur Defekterkennung an Großbauteilen steht das Prüfverfahren Shearografie zur Verfügung.
Problemstellung
- Häufig zu schlechtes Signal-Rausch-Verhältnis, um Aussagen über einen möglichen Defekt treffen zu können
- Defektanregung ist Energie- und Zeitaufwendig
Lösungsweg
- Eine Verkürzung der Prüfzeiten (tp) und eine selektive Defektanregung kann mittels Ultraschallanregung unter Ausnutzung der lokalen Defektresonanz erreicht werden.
- Verringerung der Anregungsenergie bis zu einem Faktor 80.
- Verbesserung des Signal-Rauschverhältnisses etwa um einen Faktor 6.
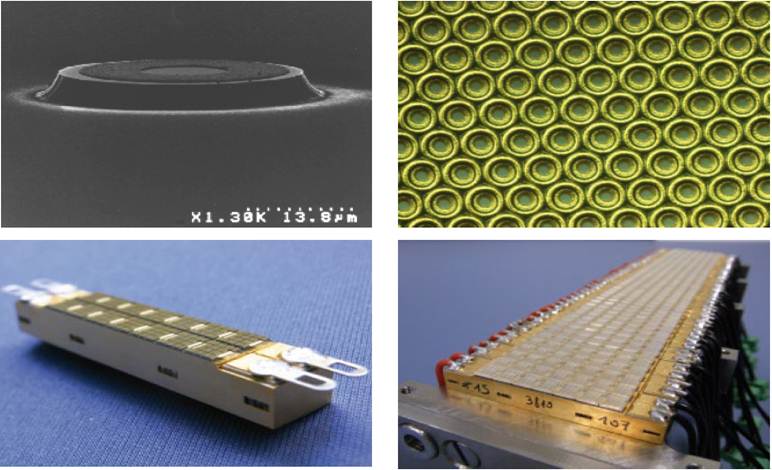
Ausgangssituation
- Optisch angeregte Thermografie ist ein etabliertes ZfP-Verfahren
- Anregungsquellen sind Halogenstrahler, Blitzlampen, LEDs und Laser
Problemstellung
- Für jeden Anwendungsfall muss die passende Anregungsquelle und Auswertemethode ausgewählt werden
- Laser sind sehr teuer, LEDs sehr lichtschwach, Halogenstrahler besitzen eine sehr geringe Dynamik
- Photothermische Schichtdickenmessung ist bisher nur punktförmig möglich
Lösungsweg
- Einsatz eines VCSEL-Dioden Arrays als Anregungsquelle
- Vereint Großflächigkeit mit Schnelligkeit
- Thermografie wird vom Prüfverfahren zum Messverfahren

Ausgangssituation
- Hybride Leichtbaustrukturen werden künftig in Automotive-Anwendungen genutzt
- Multi-Material-Fügestellen sind kritisch für Bauteilperformance
- Neuartiges Fügeverfahren wird von Projektpartnern entwickelt
Problemstellung
- Zerstörungsfreie In-Line Prüfmethode für Fügeverbindungen ist notwendig
- 3D-gekrümmte Geometrie des Bauteils ist besondere Herausforderung
- Geometrieabweichungen des Bauteils sind zulässig
Lösungsweg
- Geometrieabweichungserkennung über optische Methode
- Fügestellen-Prüfung mit luftgekoppeltem Ultraschall
- Konturtreue Bewegung der Prüfköpfe per Roboter unter
Berücksichtigung der Geometrieabweichungen

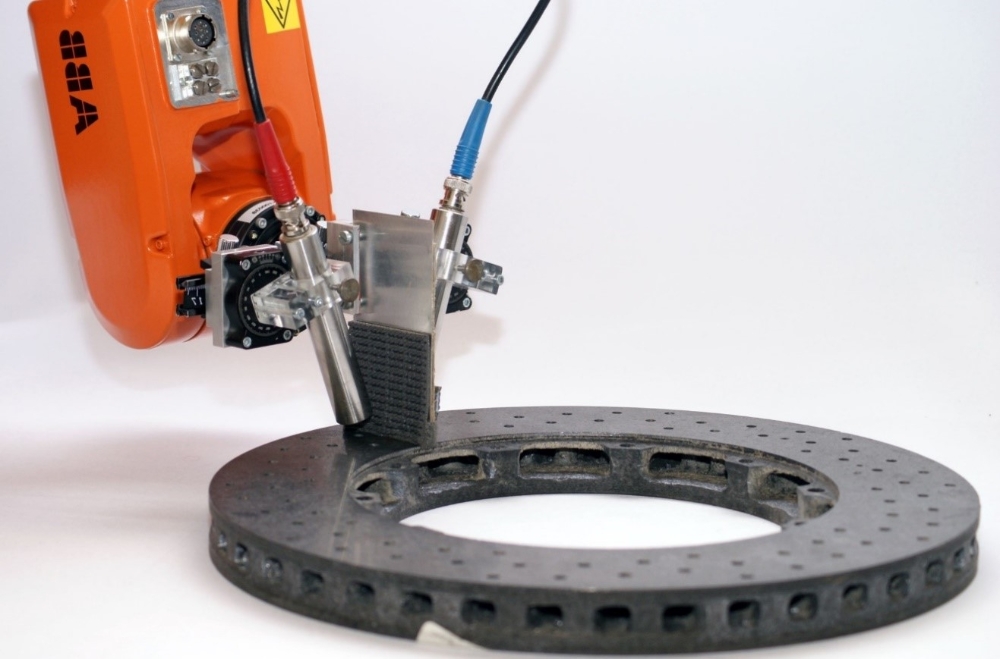
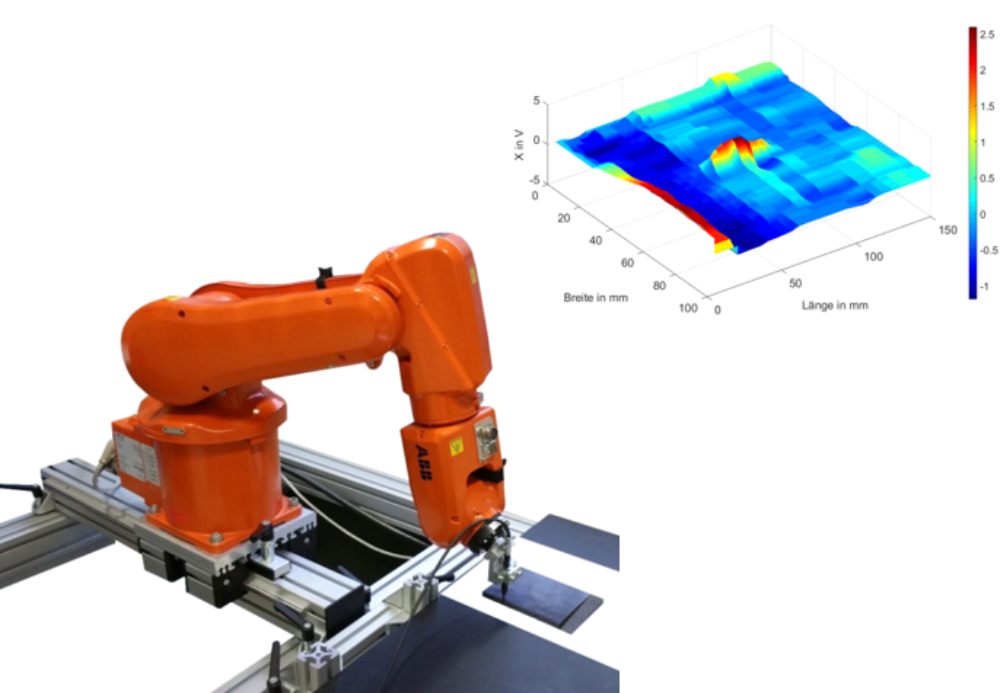
Ausgangssituation
- vermehrter Einsatz von Faserkunststoffverbunden (FKV) in der Automobilindustrie
- Schadensbilder weitaus komplexer als bei herkömmlichen Materialien
- bisher keine schnelle und sichere zerstörungsfreie Prüfmethode
Problemstellung
- Scantische erlauben nur Luftultraschallmessungen an ebenen Bauteilen
- keine exakten Daten über Oberflächengeometrie
- Aussage über Sicherheit eines Fahrzeugs nach Unfall
Lösungsweg
- Industrieroboter für Messungen mit luftgekoppeltem Ultraschall an komplex geformten FKV Bauteilen
- optische Geometrieerkennung
- selbstständige Bahnerstellung und Auswertung anhand von Oberflächendaten
Ausgangssituation
- vermehrter Einsatz von Faserkunststoffverbunden (FKV) in der Automobilindustrie
- Pultrusion von faserverstärkten thermoplastischen Tapes als schnelles und vielseitigen Verfahren
- bisher keine zuverlässige und schnelle zerstörungsfreie Prüfung (ZfP)
Problemstellung
- kontaktfreie ZfP gefordert, da Tapedicke im Submillimeterbereich
- schnelle und zuverlässige Detektion von trockenen Fasern, abgeknicktem Tape, Faservolumengehalt und Ablösungen innerhalb der Tapes
Lösungsweg
- luftgekoppelter Ultraschall in Schrägdurchschallung zur online ZfP von endlosfaserverstärkten, thermoplastischen Tapes
- Abfahren der Tapebreite mit einem Prüfkopf oder Verwendung von Prüfkopfarrays
- automatisierte Datenauswertung mit finaler „rot – grün“ Anzeige
Flexible Dualrobotergroßgeräteanlage

JAMES und MAID haben nun am Institut für Kunststofftechnik ihren ersten Betrieb aufgenommen. Mit der vollautomatisierten Dualroboteranlage können an großen Leichtbaukomponenten beliebige zerstörungsfreie Materialprüfungen durchgeführt werden. Das Einzigartige der auf hohe Bahngenauigkeit kalibrierten ZfP-Anlage liegt in der flexiblen Positionierung, bei der die 4 Tonnen schweren Plattformen über Luftkissen angehoben, verschoben und über Lasertracking exakt referenziert werden. Die Institute IKT, IFB, IIS und MPA arbeiten hier gemeinsam fachübergreifend an neuen werkstofflichen und prüfmethodischen Ansätzen.
Ansprechpartner

Johannes Kaiser
M. Sc.Oberingenieur