

Um einen Werkstoff „wirksamer“ zu machen, also sein Eigenschaftsprofil breiter oder tiefer, muss der derzeitige Zustand des Werkstoffes mit Hilfe von Werkstoffprüfverfahren geeignet ermittelt werden. In der Kunststofftechnik entsteht ein Kunststoff durch einen Aufbereitungsprozess erst durch neuartige Kombination von Polymeren mit Zusatzstoffen. Zudem ist stetes Ziel der Werkstofftechnik auch die Vorhersagbarkeit des Werkstoffverhaltens im Gebrauch. Hierzu wird an komplexen Werkstoffmodellen geforscht, die z. B. das Zeit- und Temperaturverhalten wirklichkeitsnah abbilden. Auch die Betrachtung der Einflüssen von Kunststoffen in der Umwelt sind essentieller Bestandteil der Forschung.
Aktuelle Forschungsprojekte

Ausgangssituation
- PHB kann auf Basis nachwachsender Rohstoffe hergestellt werden und ist selbst in Meerwasser biologisch abbaubar.
- Während der Verarbeitung in der Schmelze tritt bereits ein Abbau der Polymerketten auf. Dadurch ist an Recycling von PHB derzeit nicht zu denken.
- Zur Entstehung des thermischen Abbaus gibt es mehrere Annahmen. Die Abbaumechanismen können bisher nicht unterbunden werden.
Problemstellung
- Um das mechanische Recycling von PHB zu ermöglichen, muss die thermische Stabilität des Werkstoffs verbessert werden
- Zur Verbesserung der mechanischen Eigenschaften sind stets zusätzlich Weichmacher nötig
Lösungsweg
- Reaktive Extrusion von PHB mit geeigneten Additiven im Doppelschneckenextruder
- Der Kettenabbau soll durch gleichzeitigen Kettenaufbau ausgeglichen werden
- Mit Säure-Schutzgruppen soll der Abbau vom Kettenende her verhindert werden
- Umfassende Charakterisierung der mechanischen Werkstoffeigenschaften der Compounds
Ausgangssituation
- Steigender Bedarf an Hochleistungskunststoffen, vor allem im Bereich der Elektromobilität
- Sehr hohe Anforderungen für Kunststoffe im Blick auf die Langzeiteigenschaften in dieser Anwendung
- Zur Verbesserung der Medien-, Hydrolyse- und Temperaturbeständigkeit von PA66 werden Stabilisatoren eingesetzt
Problemstellung
- Marktübliche Stabilisatoren für PA66 haben erhebliche Nachteile für die Recyclierbarkeit oder die elektrischen Werkstoffeigenschaften
- Die notwendige Zugabe von Glasfasern verschlechtert die Alterungseigenschaften
Lösungsweg
- Synthese eines neuartigen Stabilisators für PA66 auf Basis hochpolymerer organischer Amine
- Entwicklung einer Aufbereitungsstrategie für die neuen Stabilisatoren
- Zusammenhänge zwischen Eingangsgrößen und Zielgrößen erkennen mit Hilfe eines neuen Prognosetools
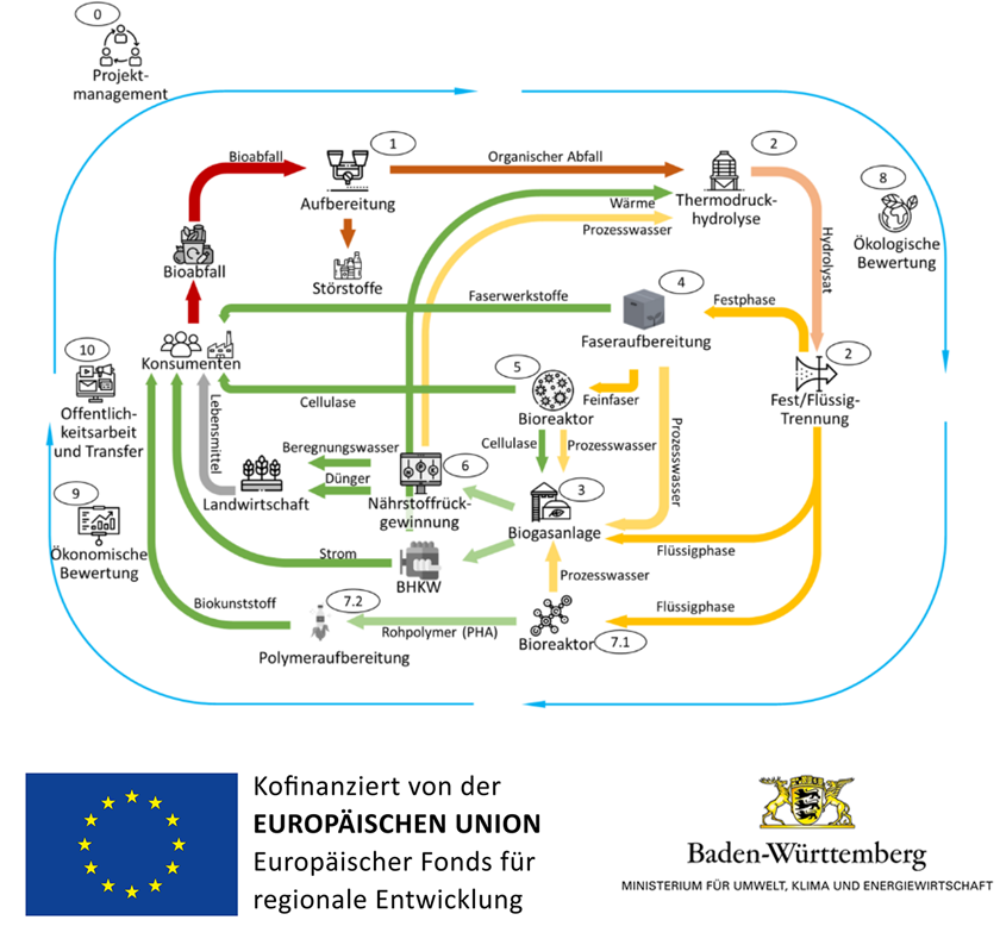
Im Rahmen des EFRE-Förderprogramms „Bioökonomie Bio-Ab-Cycling“ fördert das Ministerium für Umwelt, Klima und Energiewirtschaft Baden-Württemberg den Aufbau modularer Bioraffinerien. Diese erproben im Pilotmaßstab wie mittels nachhaltiger Bioökonomie hochwertige Rohstoffe aus Abfall und Abwasser zurückgewonnen werden können. Die möglichst ganzheitliche stoffliche Verwertung von Bioabfall wird im Rahmen des Projekts „Biowaste to products (BW2Pro)“ erprobt und demonstriert. Hierfür wird eine bestehende Bioabfallverwertungsanlage der Abfallwirtschaft Rems-Murr zur dezentralen Bioraffinerie, mit der Möglichkeit der Gewinnung von Sekundärrohstoffen und Endprodukten erweitert.
Ausgangssituation
- Als Sekundärrohstoffe werden im Rahmen des Projektes Polyhydroxyalkanoate (PHA) generiert, die sich durch ihre Biobasiertheit und Bioabbaubarkeit besonders auszeichnen.
Problemstellung
- Die verschiedenen Biopolymere der PHA-Familie können aufgrund ihrer Verarbeitungseigenschaften nicht in Reinform mittels herkömmlicher industrieller Verfahren verarbeitet werden. Um dies zu ermöglichen, müssen die Biopolymere aufbereitet bzw. modifiziert werden.
Zielsetzung
- Die PHAs sollen in einem Doppelschneckenextruder aufbereitet und modifiziert werden.
- Die für die Modifikation eingesetzten Additive sollen ebenfalls biobasiert und bioabbaubar sein.
- Die Verarbeitung der modifizierten PHA-Biokunststoffe soll auf gängigen Maschinen der Kunststofftechnik möglich sein. Dies soll den Weg zu einem industriellen Einsatz von PHA ermöglichen.
Projektkonsortium und Aufgaben
Das Projekt läuft von Oktober 2021 bis März 2024 und wird durch das Ministerium für Umwelt, Klima und Energiewirtschaft Baden-Württemberg, kofinanziert durch die Europäische Union, gefördert. Die Gesamtprojektkoordination wird durch das Institut für Siedlungswasserbau, Wassergüte- und Abfallwirtschaft (ISWA) der Universität Stuttgart vorgenommen.
Weitere Informationen zum Projekt und zu den beteiligten Partnern finden Sie unter: www.bw2pro.de
Weitere Informationen zum EFRE-Förderprogramm „Bioökonomie Bio-Ab-Cycling“ finden Sie unter: https://um.baden-wuerttemberg.de/de/wirtschaft/biooekonomie/bio-ab-cycling/

Ausgangssituation
- Aufgrund von Verschleiß und Kontamination werden Schokoladenformen nach 5.000–7.000 Einsatzzyklen aus der Schokoladenherstellung entfernt.
- Recycling wegen hoher Anforderungen an chemische und mechanische Eigenschaften sowie Lebensmittelkonformität aktuell nicht möglich
Lösungsweg
- Feststellung und Beurteilung der Kontamination
- Ermittlung des Alterungszustandes des gebrauchten Werkstoffs und Identifizierung der Alterungsmechanismen
- Modifizierung durch reaktive Aufbereitung mit Additiven sowie Beimischung von Primärrohstoff oder Siloxan-modifiziertem Polycarbonat
Zielsetzung
- Entwicklung eines Recyclingverfahrens für Polycarbonat (PC) aus genutzten Schokoladenformen
- Dekontamination und Aufbereitung zum Erhalt der ursprünglichen Eigenschaften
- Erhalt der Schlagzähigkeit von >95 % des ursprüng-lichen Zustands
- Senkung der CO2-Emission bei der Herstellung von recyceltem PC von 4 auf bis zu 0,8 kg CO2 je 1 kg PC

Ausgangssituation
- Kunststoffe sind langlebig, vielseitig einsetzbar und kostengünstig herzustellen.
- Dies wird zum Nachteil, wenn Plastik unkontrolliert und massenhaft in die Umwelt gelangt.
- Wesentliche Eintragspfade sind das sog. Littering und Sekundärrohstoffdünger.
Problemstellung
- Die große Langlebigkeit und Beständigkeit an Land und in Gewässern führen zu Anhäufungen, Meere und Böden werden zu Senken.
Zielsetzung
- Entwicklung neuer und vorhandener Methoden zur Identifikation und Quantifizierung von Kunststoffen in terrestrischen Systemen (Fernerkundung, in situ…).
- Entwicklung neuer Kunststoffe mit umweltoptimiertem Abbauverhalten (Primärabbau).
- Untersuchung zur Wirkung von Kunststoffkontaminationen auf die Bodenmeso- und Mikrofauna sowie zur mikrobiellen Abbaubarkeit.
- Untersuchung zur gesellschaftlichen Wahrnehmung und Verhaltensmuster im Umgang mit Plastik.

Ausgangssituation:
- Polylactid besitzt keine ausreichende Dehnfähigkeit und dadurch Zähigkeit für technische Anwendungen
- teilweise biobasiertes, thermoplastisches Polyurethan besitzt hohe Dehnfähigkeit.
Problemstellung:
- starke Degradation von TPU während der Verarbeitung
- hohe Viskositätsunterschiede zwischen Polylactid und TPU, dadurch geringe Partikelgröße im unmischbaren Blend
Zielstellung/Lösungsweg
- Entwicklung eines PLA/TPU-Blends mit möglichst hoher Bruchdehnung
und möglichst hohem Bioanteil - Optimierung der Verarbeitungsparameter aufgrund hoher Temperatursensitivitäten der Viskosität von PLA und TPU schwierig
Ausgangssituation
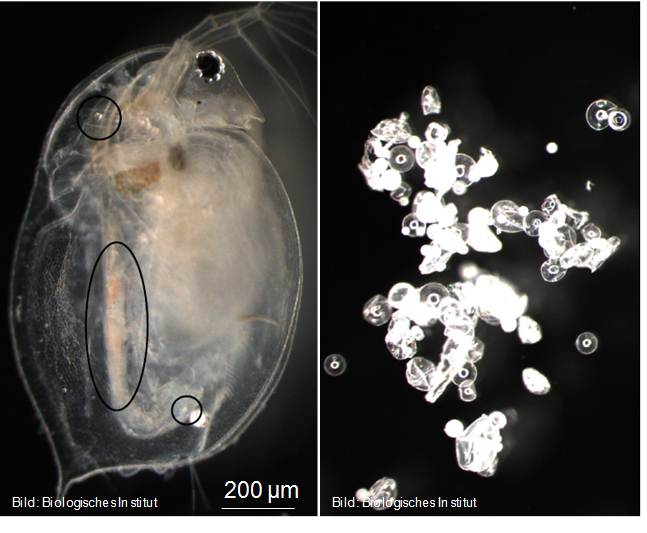
- mikroskopisch kleine Kunststoffpartikel gelangen in die Umwelt
- Durch weitere Fragmentierung/Degradierung entstehen sog. sekundäre Kunststoffpartikel
- sog. primäre Kunststoffpartikel werden bereits in mikroskopischer Größe hergestellt und z. B. in Peelings und Zahnpasta eingesetzt
Problemstellung
- Kleinstlebewesen im Meer, wie Wasserflöhe nehmen diese Partikel auf, so dass sie Teil der Nahrungskette werden können
Zielsetzung
- Untersuchung der Auswirkung auf marine Lebewesen
- Analyse des Verhaltens von Kleinstpartikeln aus Biokunststoff

Ausgangssituation
- Durch fehlerhaftes Verbraucherverhalten gelangen Kunststoff- abfälle in die Umwelt und ins Meer.
- Standardkunststoffe wie PP, PE oder PET sind sehr resistent und quasi nicht biologisch abbaubar (~ 1000 Jahre).
- Bioabbaubare Kunststoffe wie PLA finden zunehmend Verwendung in Kunststoffanwendungen.
Problemstellung
- Bioabbaubarkeit bisher nur für Bedingungen an Land zertifiziert
- Abbauverhalten, d. h. Abbaugeschwindigkeit, Tendenz zur Fragmentierung etc. ist in mariner Umgebung nicht bekannt
Zielsetzung
- Abbauverhalten unter Berücksichtigung verschiedener marine Zonen
- Untersuchung entstehender Abbauprodukte hinsichtlich deren toxischer Wirkung und dem Einflusses typischer Additive
Ausgangssituation
- Steigerung der Wärmeleitfähigkeit führt zu anisotropen Eigenschaften
- Meist ist die Wärmeleitfähigkeit in Dickenrichtung am geringsten
Zielsetzung
- Steigerung der Wärmeleitfähigkeit in Dickenrichtung
Lösungsweg
- Beeinflussung der Füllstofforientierung während der Verarbeitung
- Ausrichtung der Füllstoffe in Dickenrichtung
- Steigerung der Wärmeleitfähigkeit in Dickenrichtung
Ausgangssituation
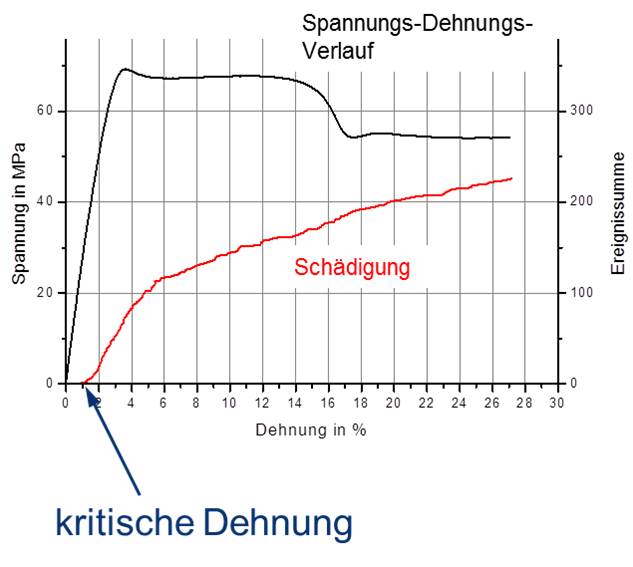
- Die kritische Dehnung ist ein kunststoffgerechter Auslegungsparameter.
- Die kritische Dehnung ist die Dehnung, bei der die erste Schädigung im Bauteil auftritt.
- Die kritische Dehnung kann aktuell nur sehr aufwendig bestimmt werden.
Zielsetzung
- Entwicklung einer neuen, schnellen Methode zur Bestimmung der kritischen Dehnung.
Lösungsweg
- Bestimmung der ersten Schädigung
- Einsatz der Schallemissionsanalyse
- Bestimmung der kritischen Dehnung im Kurzzeit-Zugversuch
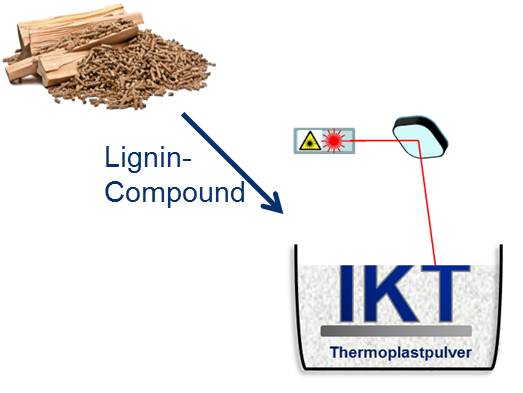
Ausgangssituation
- 60 Mio. t Lignin pro Jahr bleiben aus der Papierherstellung unverbraucht
- Lignin gehört zu den vorkommensreichsten aromatischen Biopolymeren
Problemstellung/offene Fragen
- Nutzen der nachhaltigen und biobasierten Ressource durch neue Verwertungs-perspektiven
Zielsetzung
- Entwicklung eines Lignin-Compounds für die Verarbeitung zu hochwertigen Bauteilen per Lasersintern
Lösungsweg
- Materialentwicklung mit maßgeschneidertem Verarbeitungsfenster für das Lasersintern
- Entwicklung des Produktionsprozesses für das Lasersinterpulver

Ausgangssituation
- Schaumstoffe sind künstlich hergestellte Stoffe mit zellulärer Struktur und werden häufig als kurzlebiges Verpackungsmaterial verwendet.
- Aus ökologischer Sicht ist es sinnvoll, das bisher eingesetzte Polystyrol durch einen biobasierten und bioabbaubaren Kunststoff wie z. B. PLA zu ersetzen.
Problemstellung
- Schmelzefestigkeit von kostengünstigem Standard-PLA zu gering
Zielsetzung
- Eingehende rheologische Analyse
- Erhöhung des Molekulargewichts von Standard- PLA durch Kettenverlängerung, Kettenzweigung oder Vernetzung.
- Ausbildung eines physikalischen Netzwerks durch Bildung von PLA- Stereokomplexen (teuer)
- Versuchsreihen im Labor und auf Extrusionsschäumanlage (Partner Universität Bayreuth)
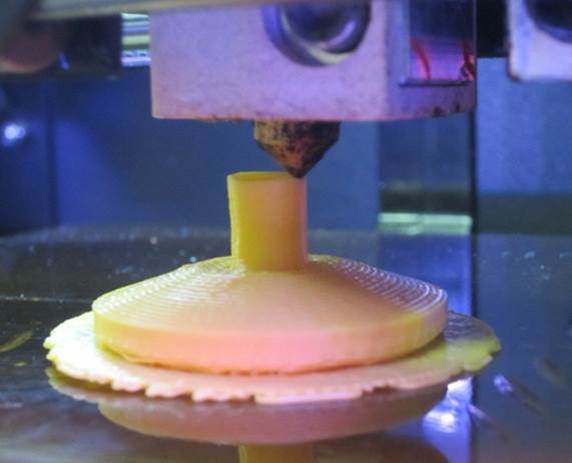
Ausgangssituation
- Immer mehr Werkstoffe werden druckbar gemacht
- Oft werden die Drucker dafür nicht ausgelegt/konzipiert
Zielsetzung
- Entwicklung neuer Gestaltungstools zur Optimierung von Druckprozessen
Lösungsweg
- Erstmalige Simulation hochgefüllter Kunststoffe im 3D-Druck
- Entwicklung neuer Modell- und Simulationsansätze
- Ganzheitliche Betrachtung des Druck-prozesses
Ziel des Projektes
- Erhöhung der Speicherdichte von Wärmespeichern
- Verbesserte Speicherkonzepte für die Wärme- versorgung
- Weiterentwicklung und Optimierung von Sorptionsspeichern
Arbeiten des IKT
- Auswahl geeigneter Adsorbentien mit hoher Energiespeicherdichte
- Herstellung von Wabenkörpern mit optimalen Adsorbentien und Geo-metrien
- Projektpartner
- Fraunhofer ISE, Freiburg
- Karlsruher Institut für Technologie (KIT)
- Universität Stuttgart
- Technische Hochschule Waldau
- ZAE Bayern, Garching
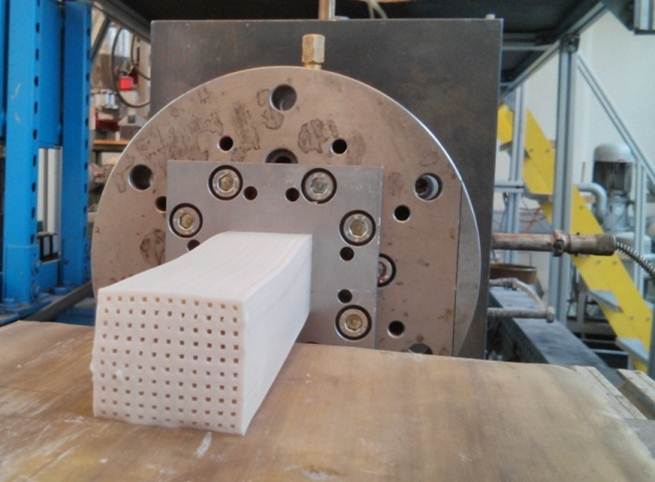
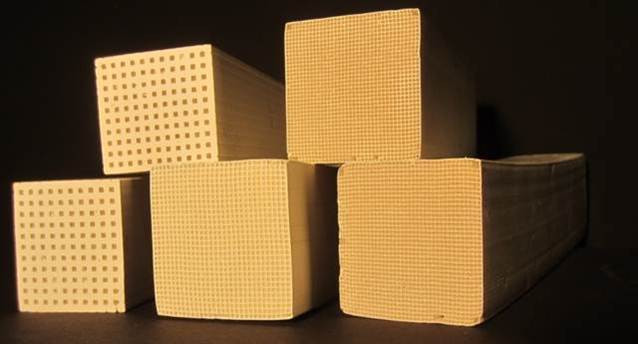
Ausgangssituation
- Verwendung von Wärmespeichern auf Basis von Wasser oder Zeolith
- Nutzung von zeolithischen Pelletschüttungen als Sorptionskörper
Problemstellung
- Pelletschüttungen besitzen einen hohen Druck- verlust bei der Durchströmung
- Staubbildung während der Nutzung kann Poren der Pellets verstopfen und die Sorptionsfähigkeiten verschlechtern
Lösungsweg
- Zeolithische Wabenkörper besitzen obige Prob-leme nicht
- Sehr geringer Druckverlust bei der Durchströmung
- Keine Staubbildung während des Einsatzes
- Kinetik einstellbar
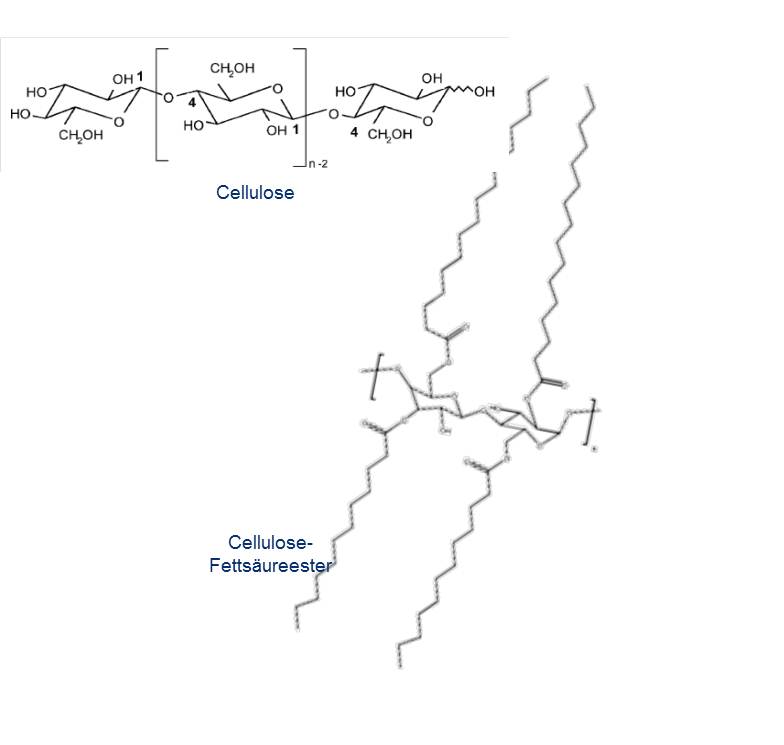
Ausgangssituation:
- reine Cellulose lässt sich thermoplastisch nicht verarbeiten.
Problem
- starke inter- und intramolekulare Hinderung erschwert OH-Gruppen zu erreichen, um Erweichung zu bewirken.
Lösungsweg:
- „Weiten“ der Cellulose durch ionische Flüssigkeiten
- Substitution der OH-Gruppen mit Hilfe einer enzymatischen Behandlung (Kooperation mit Institut für Biochemie der Univ. Stuttgart)

Ausgangssituation
- Öffentlichkeit neue Wege zu einer biobasierten Wirtschaft aufzeigen (Initiative Bioökonomie 2030)
Problemstellung:
- nur ein Biokunststoff derzeit 3D-druckbar
Lösungsweg
- Compoundierung von verschiedenen bio-basierten Polymeren zu Biokunststoff-Granulat
- Auslegung eines Extrusionswerkzeugs, Bau einer Aufwickelvorrichtung
- Herstellung von exakt runden Endlosfilamenten für das 3D-Drucken
- Aufbau und Betrieb einer 3D Druck-Community-Plattform mit öffentlichen Materialtests

Ausgangssituation
- Polyamide sind im trockenen Zustand spröde und werden oft mit Kautschuk modifiziert
Problemstellung/offene Fragen
- Verlust der Steifigkeit bei zunehmendem Elastomeranteil
Lösungsweg
- Bildung von PA6-Blockcopolymeren durch reaktive Extrusion
- Einsatz als partikuläre Schlagzähmodifikatoren
- Erhöhung der Schlagzähigkeit
- Geringer Verlust an Steifigkeit
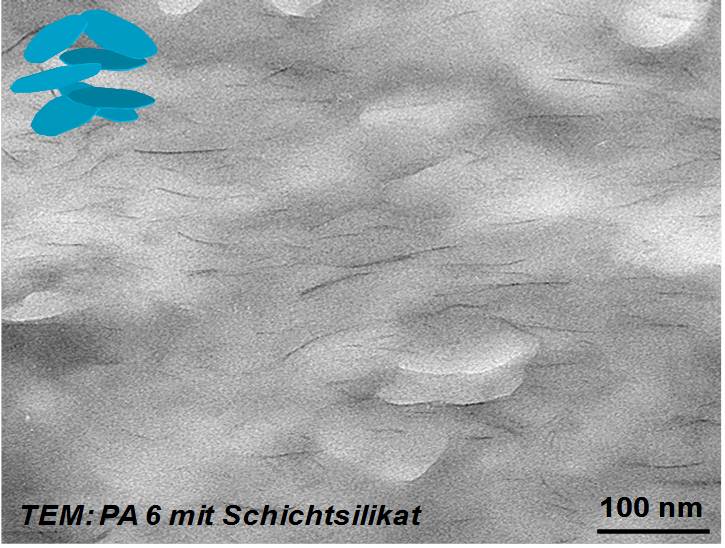
Ausgangssituation
- Ternäre Stoffsysteme zur simultanen Verbesserung von sowohl Zähigkeits- als auch Steifigkeitseigenschaften
- Nutzung des Potentials von nanoskaligen Füllstoffen
- Mikrostruktursimulation von nanoskaligen Verbundwerkstoffen
(DFG-Gemeinschaftsprojekt mit IMWF, Univ. Stuttgart)
Problemstellung
- Einarbeitung und Exfolierung nanoskaliger Füllstoffe durch Schmelzcompoundierung
- Neuartige Füllstoff/Matrix- und Füllstoff/Füllstoff-Interaktionen
- Detektion geeigneter Morphologien
- Entwicklung von Simulationsmodellen (Partner IMWF)
Zielsetzung/Lösungsweg
- Verbesserung der Zähigkeit/Steifigkeits-Balance von Polyamid 6
- Zähigkeitssteigerung durch PA 6/Polyether-Blockcopolymer
- Steifigkeitssteigerung durch exfoliertes nanoskaliges Schichtsilikat
- Korrelation von Morphologie mit Eigenschaften
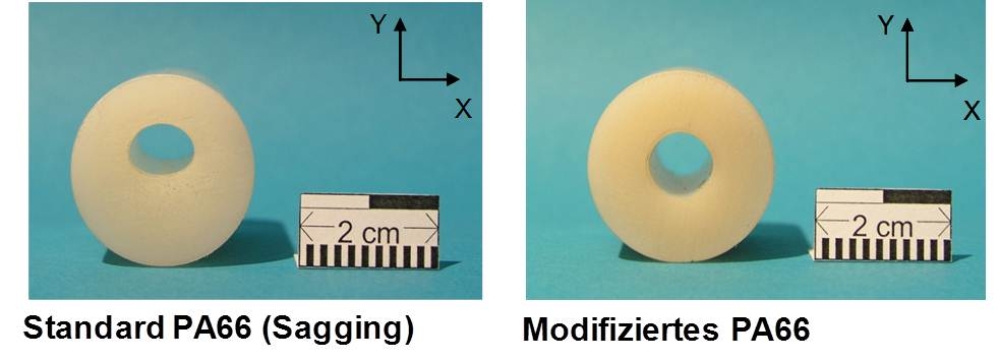
Ausgangssituation
- Standard-PA 66 hat für die Extrusion von dickwandigen Rohrprofilen eine zu niedrige Viskosität: „Sagging“/„Absacken“ der Schmelze
- Hochviskose PA66-Typen sind sehr teuer und nur begrenzt verfügbar
Zielsetzung
- Neues Konzept zur Modifizierung von PA66 mit höherer Molmasse / Viskosität
Lösungsweg
- Rheologische Untersuchungen
- Viskositätserhöhung durch Propfungsreaktion mit PA 66
- Reaktive Extrusion auf Doppelschnecken-Extruder
- Optimierte Rohrprofile
- Beibehaltung der wesentlichen mechanischen Eigenschaften

Ausgangssituation:
- vermehrter Einsatz von PA 66 im Blasformen und Thermoformen erwünscht
Problemstellung
- Viskosität der PA 66-Schmelze in der Regel zu niedrig
- eingeschränkte Prozessfähigkeit von kommerziellen Polyamiden
Zielstellung/Lösungsweg
- Entwicklung von PA 66 mit höherer
Nullviskosität - Entwicklung von PA 66 mit Dehnverfestigung ohne Vernetzung
Ausgangssituation
- Die kritische Dehnung ist ein kunststoffgerechter Auslegungsparameter.
- Die kritische Dehnung ist die Dehnung, bei der die erste Schädigung im Bauteil auftritt.
- Die kritische Dehnung kann aktuell nur sehr aufwendig bestimmt werden.
Zielsetzung
- Entwicklung einer neuen, schnellen Methode zur Bestimmung der kritischen Dehnung.
Lösungsweg
- Bestimmung der ersten Schädigung
- Einsatz der Schallemissionsanalyse
- Bestimmung der kritischen Dehnung im Kurzzeit-Zugversuch
Ansprechpartner

Julia Resch
M. Sc.Abteilungsleiterin Werkstofftechnik / Stellv. Leiterin akkreditiertes Prüflabor