

Um eine Maschine, das Werkzeug oder den Verarbeitungsprozess effizienter zu machen, müssen sie in Ihrem Zustand zunächst hinreichend genug beschrieben werden. Eventuell ist es erforderlich, hierfür geeignete Messmittel und –methoden erst zu erfinden. Um das Verhalten von Maschine und Werkzeug im Prozess vorhersagen zu können, wird an modellhaften und möglichst universell einsetzbaren mathematischen Beschreibungen des jeweiligen Prozesses geforscht, um diesen wirklichkeitsnah simulieren zu können.
Aktuelle Forschungsprojekte
Einschneckenextrusion

Ausgangssituation
- Zunehmende Ansprüche an Produktionsgeschwindigkeit und Produktqualität in der Extrusion
- Derzeit noch keine schnelllaufenden Extruder mit kleinen Schnecken (D = 20–40 mm)
- Konventionelle Nutbuchsenextruder: hohe Schmelztemperaturen, Durchsatzschwankungen und vermehrter Verschleiß durch Druckspitzen
- Helibar®-System: Kombination aus Barriereschnecke und genuteter Plastifizierzone → hohe spezifische Durchsätze bei schonendem Druckaufbau ohne Überhitzung der Schmelze
Problemstellung
- hohe Durchsätze führen zu kurzen Verweilzeiten im Hochleistungsextruder und zu schlechterer Schmelzehomogenität
Lösungsweg
- Variation von Schnecken-, Zylinder- und Nutgeometrie
- Entwicklung neuer, objektiver Verfahren zur Bewertung der Mischgüte
- Anpassung der Auslegungskriterien für schnelllaufende Extruder
- Optimierung der Prozessparameter

Ausgangssituation
- Faserverstärkte Kunststoffe nur schwierig zu verschweißen
- Fasern orientieren sich beim thermischen Schweißen üblicherweise nicht in Vorzugsrichtung à Schweißnaht bildet mechanische Schwachstelle
Problemstellung
- Reibrührschweißprozess für Kunststoffe bislang nicht etabliert
- Gute Schweißbarkeit von FKV durch mechanische Umorientierung der Fasern
- Verbesserung der Schweißnahtgüte durch Einbringen hochfester Materialen (additives Schweißen)
Lösungsweg
- Aufbau eines Prototypen für das additive Reibrührschweißen
- Kombination des Reibrührschweißwerkzeugs mit Materialzuführung (MPA) und des Filamentextruders (IKT) zur besseren Plastifizierung der Zusatzstoffe

Ausgangssituation
- Verfahrenstechnische Vorgänge in Einschneckenextrudern mit genuteter Plastifizierzone sind noch nicht vollständig verstanden
- Auslegung dieser Extrudersysteme basiert auch heute noch größtenteils auf Erfahrungswerten und aufwendigen Trial-and-Error Versuchen
Zielsetzung
- analytische Modellierung der Aufschmelzzone von Extrudern mit genuteter Plastifizierzone zur einfachen und kostengünstigen Auslegung energieeffizienter Hochleistungsextrudern
Lösungsweg
- experimentelle Untersuchungen auf einem längs aufklappbaren Zylinder
- Weiterentwicklung des vorhandenen analytischen Modells auf Basis der experimentellen Untersuchungen
- Validierung des neu- bzw. weiterentwickelten Modells zur Berechnung genuteter Plastifizierzylinder
Ausgangssituation
- dreidimensionale Modellierung der Einzugs- und Aufschmelzzone von Einschneckenextrudern bisher nur unter separater Betrachtung der jeweiligen Zone möglich
- Einsatz von 3D CFD Strömungssimulation wenig verbreitet
Problemstellung
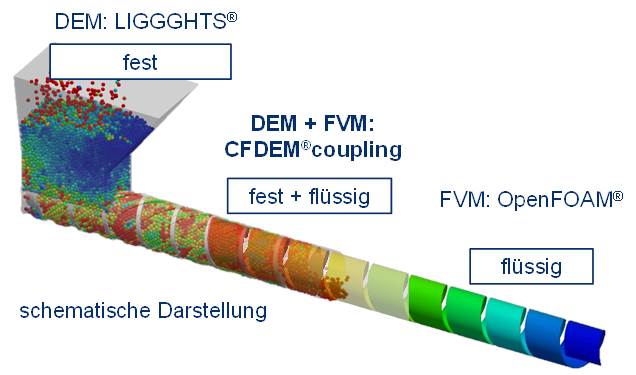
- es existiert kein Aufschmelzmodell, welches den Übergang des Kunststoffgranulats vom festen in den flüssigen Aggregatzustand beschreibt
- erschwerte Modellierung und Simulation
Zielstellung
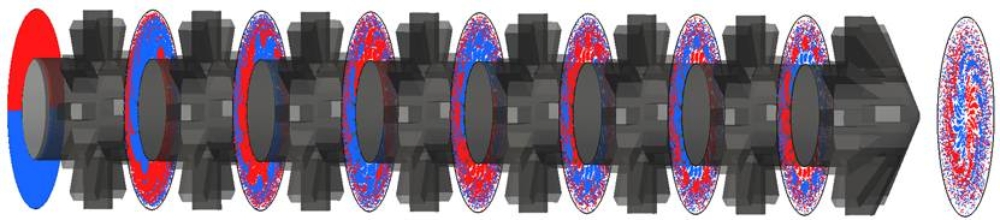
- Kopplung der Partikelsimulation (Diskrete- Elemente-Methode) und Strömungssimulation (Finite-Volumen-Methode)
- Vorhersage des Durchsatz- und Aufschmelzverhaltens sowie des Druck- und Temperaturverlaufs
- Erkenntnisgewinn zur Designoptimierung von Zylinder und Schnecke

Ausgangssituation
- Bei der Verarbeitung von Kunststoffblends werden oft Scherteile eingesetzt
- Auslegung meist rein empirisch
- Keine Kenntnis der Intensität und Höhe der Dehn- und Scherdeformationen, die auf die Kunststoffschmelze aufgeprägt werden
Problemstellung
- Tropfengröße und -form werden bei der Auslegung nicht berücksichtigt
- Falsch ausgelegte Scherteile führen zur schlechten Schmelzehomogenität sowie zu einer unbefriedigenden Dispergierung
Zielsetzung
- Konstruktion und Bau einer neuartigen Messeinrichtung zur Untersuchung der Tropfendeformation und -zerteilung in Kunststoffschmelzen
- Modellierung der Tropfengrößen
- Optimierung von Scherteilen
Ausgangssituation
- Aufgrund der sehr hohen spezifischen Durchsätze moderner Hochleistungsextruder benötigt man zusätzliche Scher- und Mischelemente, um die thermische und stoffliche Homogenität der Schmelze zu verbessern
- Deren Auslegung erfolgt bislang fast ausschließlich empirisch oder auf Basis von Erfahrungswerten
Problemstellung
- Um eine rechnerische Optimierung solcher Mischer zu ermöglichen, wird eine Berechnungsmethode benötigt, mit der sowohl distributive als auch dispersive Mischvorgänge erfasst und quantifiziert werden können
Zielstellung/Lösungsweg
- Verfolgung masseloser Tracerpartikel
- Auflösung der Mikrostruktur der Mischung über eine neue, effiziente Berechnungsmethode
- Berechnung der Grenzflächenvergrößerung mittels neu entwickeltem Rekonstruktionsalgorithmus
- Automatische Geometrieoptimierung über eine automatisierte Rechengittererstellung und Auswertung
Ausgangssituation
- Auslegung von Extrusionswerkzeugen meist empirisch und/oder analytisch mit einfachen Fließgesetzen
- Hoher Zeit- und Kostenaufwand
- Einsatz von 3D-Strömungssimulation wenig verbreitet
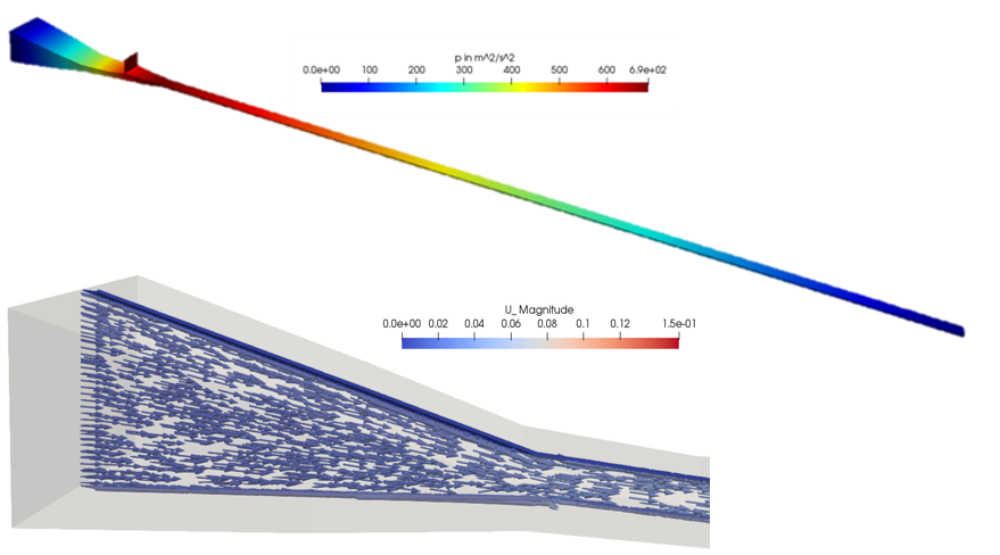
Problemstellung
- Reduzierung des Druckverlustes im Extrusionswerkzeug
- Homogene Geschwindigkeitsverteilung am Werkzeugaustritt
- Anwendung akkurater Fließgesetze
Zielstellung/Lösungsweg
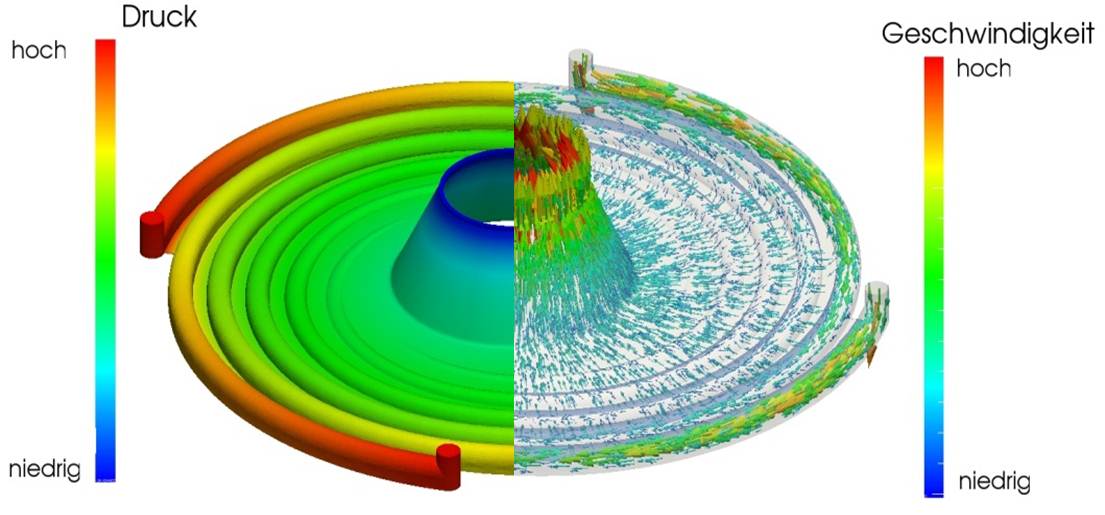
- Implementierung des am IKT entwickelten CARPOW-Ansatzes in OpenFOAM®
- 3D-Simulation von Extrusions-werkzeugen
- Beispiel: Radialwendelverteiler

Ausgangssituation
- Ko-Kneter erfüllen höchste Mischanforderungen
- Prozessauslegung bislang durch Erfahrungswissen und anhand dem Trial- and Error-Prinzip
Zielstellung
- Besseres Prozessverständnis durch experimentelle Untersuchungen und numerische 3D-Simulationen
- Entwicklung eines zum Ko-Kneter passenden Modells sowie eines analytischen Simulationstools
Lösungsweg
- Umfassende Experimentelle Untersuchung der Arbeitsweise von Ko-Knetern
- Numerische 3D Simulation und analytische 1D Modellierung
Spritzgießen
Ausgangssituation
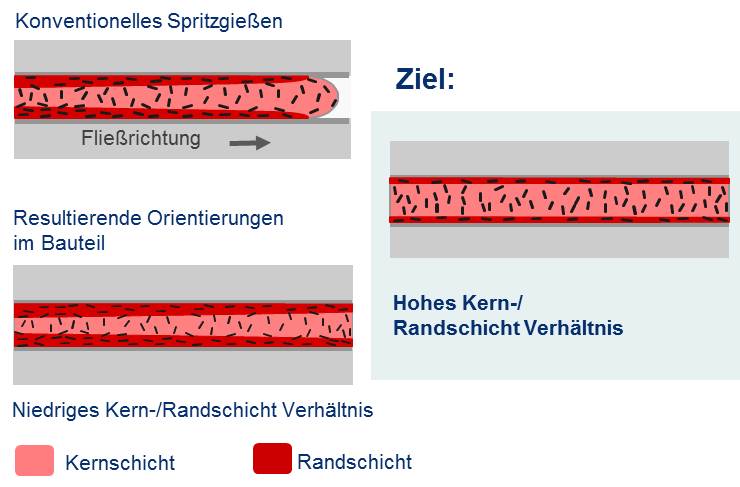
- Spritzgegossene Kunststoffbauteile zeigen schlechte Wärmeleitfähigkeit in Dickenrichtung
- Potenziale der Zusatzstoffe werden bisher nicht vollständig genutzt
Problemstellung
- Hoher Anteil an kostenintensiven Zusatzstoffen nötig
- Hohe Fülldrücke und Werkzeug-temperaturen werden benötigt
Zielsetzung
- Kunststoffzusatzstoffe verbessern Fließverhalten
- Entwicklung einer Prozesstechnik zur Steigerung der Wärmeleitfähigkeit
- Vorhersage der Leitfähigkeit durch neue Werkstoffmodelle
Für dieses Forschungsprojekt suchen wir aktuell nach Projektpartnern.
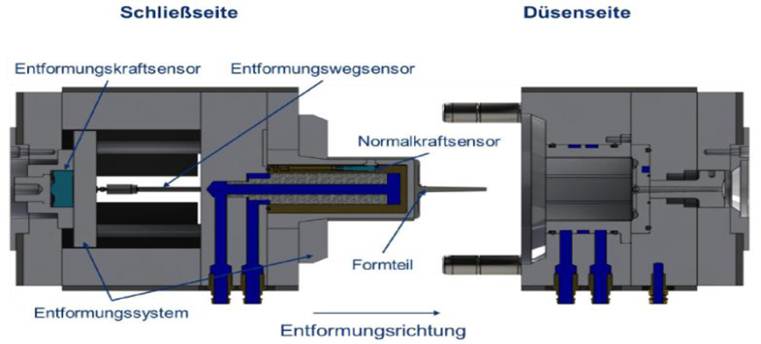
Ausgangssituation
- Zykluszeiten im Spritzgießprozess oft zu lang und basierend auf Erfahrungen
- Materialcharakterisierung im Labor, unabhängig vom eigentlichen Prozess
Zielstellung
- Werkstoff- und Additivcharakterisierung direkt im Spritzgießprozess, auch zur Prozessüberwachung
- Gewinnung neuartiger Parameter zur Erlangung eines zeitminimierten Zyklus
Lösungsweg
- Automatisierte Auswertung von Entformungskräften beim Auswerfen und daraus abgeleiteten Parametern
- Erforschung einer Korrelation zwischen Viskositätsdaten und Fließweglänge
- Verwendung dieser Entwicklungen zur Optimierung der Prozessparameter und/oder Additivierung

Ausgangssituation
- Wartungsintensive Befestigung von Schildern an Bäumen (bspw. mittels Nägeln)
- Alternativ hohe Kosten für Beschilderungen mit Pfosten und Fundament
Zielstellung
- Günstiges, variables und wartungsarmes Befestigungssystem von Schildern
- Entwicklung eines Werkstoffs und spezieller Prüfmethodiken, um die neuartigen Anforderungen zu erfüllen
Lösungsweg
- Intelligente Bauteilauslegung
- Entwicklung eines passenden Werkstoffs
- Entwicklung spezieller Prüfmethodiken, um bspw. das Mitwachsen am Baum zu simulieren

Ausgangssituation
- starker Trend zu Leichtbau in der Automobiltechnik
- Effizienz der Thermoplastverarbeitung auf endlosfaserverstärkte Thermoplaste übertragen
Problemstellung
- bislang hoher Energie- und Zeitaufwand für die Erwärmung von Halbzeugen
- mehrstufiger Prozessablauf mit hoher Anfälligkeit gegenüber Störungen
Zielstellung/Lösungsweg
- neues Heizkonzept für elektrisch leitfähige Halb-zeuge, z. B. CFK
- In-situ-Aufheizen während der Handhabung
Ausgangssituation
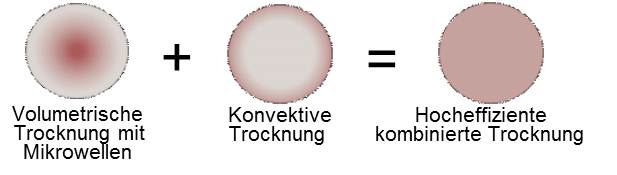
- beschränkte Effizienz von Heißlufttrocknern durch schlechten Wärme- und Stofftransport in Kunststoffen
- thermisch-oxidativer Abbau durch lange Trocknungszeiten
- hoher Energieverbrauch
Zielstellung
- Verminderung von thermischem und oxidativem Abbau
- Verbesserung der Energieeffizienz und Verkürzung der Trocknungszeiten
Lösungsweg
- Mikrowellen zur schnellen volumetrischen Erwärmung
- schnellerer Stofftransport durch höheres Dampfdruckgefälle
- Nutzung sich ergänzender Trocknungsmechanismen für effiziente und schnelle Trocknung
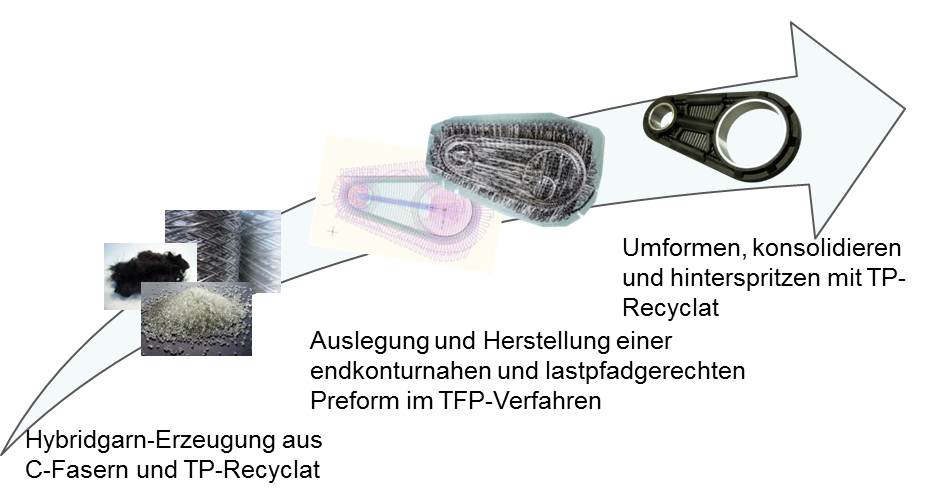
Ausgangssituation
- Potenzial für die Auslegung und Gestaltung von ressourcen- & energieeffizienten Leichtbaustrukturen
- Recyclingmöglichkeiten durch thermoplastische Matrix
Problemstellung
- Fertigung von Strukturbauteilen in großserienähnlichen Stückzahlen
- Rückführung der Werkstoffe in den Stoffkreislauf
Zielsetzung
- Möglichst hoher Anteil an rezyklierten Fasern und rezykliertem Matrixmaterial
- Vergleichbare mechanische Eigenschaften
Thermoformen
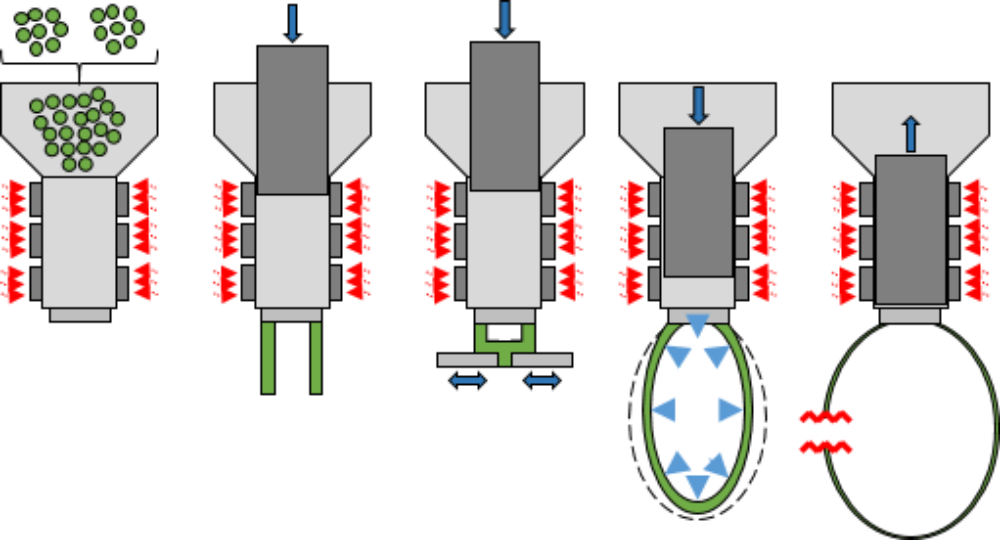
Ausgangssituation
- Rezyklate weisen durch die bereits durchlaufene Verarbeitung und den Lebenszyklus des Produkts meist veränderte Eigenschaften im Vergleich zu Neumaterialien auf.
- Bei der Verarbeitung oder Weiterverarbeitung von Rezyklaten kommt es sehr oft zu Problemen, welche auf die veränderten Werkstoffeigenschaften zurückzuführen sind.
Zielstellung
Aufbau einer Prüfmethode zur Ermittlung der Rezyklateigenschaften in Dehnung bzw. unter Dehndeformation in Abhängigkeit von der Zeit und der Temperatur für Anwendungen wie das Thermoformern, Blasformen oder Folienblasen.
Lösungsweg
Entwicklung eines Messaufbaus zur Ermittlung der Dehneigenschaften von Rezyklaten mit folgenden Funktionen:
- Definiertes Aufschmelzen des Werkstoffs
- Extrusion eines Schmelzeschlauchs, welcher mittels Druckluft aufgeblasen wird.
- Ermittlung der Dehneigenschaften mittels digitaler Bildkorrelation.
Ausgangssituation
- PP-Thermoformfolien werden in der Verpackungsindustrie in Großen Mengen eingesetzt, während biobasierte und bioabbaubare Thermoformfolien, beispielsweise aus PLA, aufgrund ihrer aufwendigen Verarbeitbarkeit aktuell noch eine untergeordnete Rolle spielen.
Problemstellung
- Schlechte Verarbeitbarkeit von Biokunststoffen beim Thermoformen und ungünstige mechanische Produkteigenschaften
Lösungsweg
- Entwicklung von Modifiern, um den Energieaufwand für das Thermoformen zu optimieren.
- Reduktion der Wanddicke und somit des Materialverbrauchs
- Entwicklung von Modifiern für Biokunststoffe
Ausgangssituation
Im Zuge der kontinuierlichen Weiterentwicklung von Maschinentechnik und Halbzeugen können immer wieder neue Anwendungsgebiete für das Thermoformen erschlossen werden.
Problemstellung
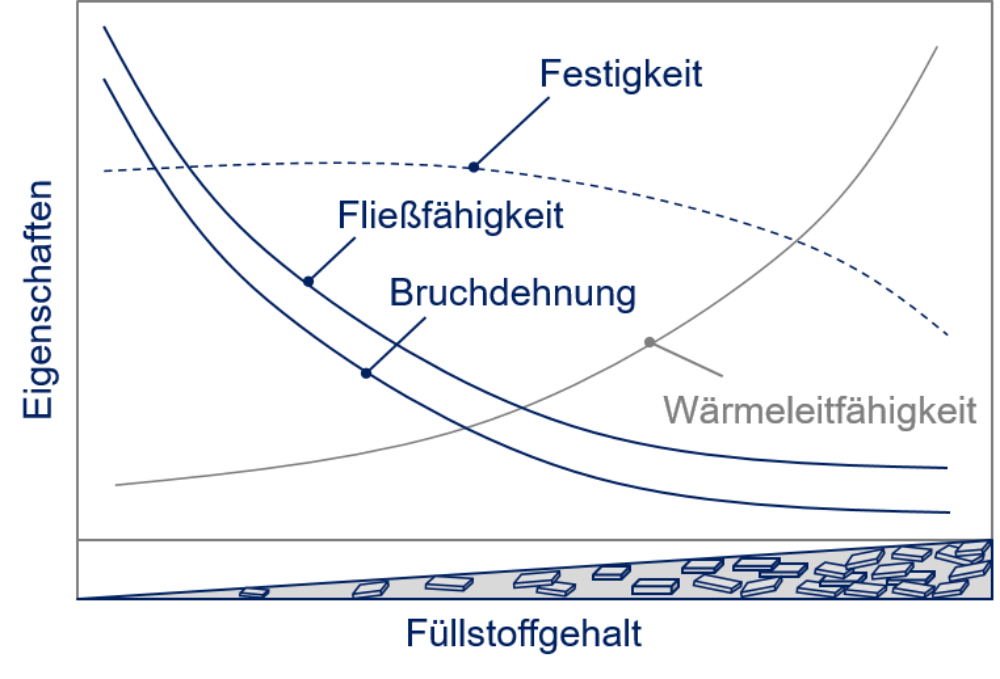
Das Thermoformen von wärmeleitfähigen Kunststoffen bietet das Potenzial eine Vielzahl aktueller Produktvarianten durch kostengünstigere Thermoformbauteile zu ersetzen.
Lösungsweg
Am IKT wird der Einfluss verschiedener Füllstoff- und Matrixsysteme auf die Wärmeleitfähigkeit und Umformbarkeit von Thermoformhalbzeugen untersucht. Hierzu stehen dem IKT verschiedene Charakterisierungsmethoden zur Verfügung.

Ausgangssituation
Das Thermoformen ermöglicht die wirtschaftliche Herstellung von flächigen, technischen Bauteilen. Für die Herstellung von Gehäusebauteilen mit Abwärmefunktion ist das Thermoformen jedoch zum aktuellen Stand der Technik nicht einsetzbar, da die Standardthermoformhalbzeuge über keine ausreichende Abwärmeeigenschaft verfügen.
Problemstellung
Realisierung kostengünstiger Gehäusebauteile mit Abwärmefunktion und Entwicklung eines Hybridthermoformprozesses zur Herstellung von Metall-Kunststoff-Hybridbauteilen im Thermoform-prozess
Lösungsweg
Ganzheitliche Entwicklung des Hybridthermoformens von der Halbzeugherstellung bis hin zur Thermoformverarbeitung und Bauteilprüfung
Ausgangssituation
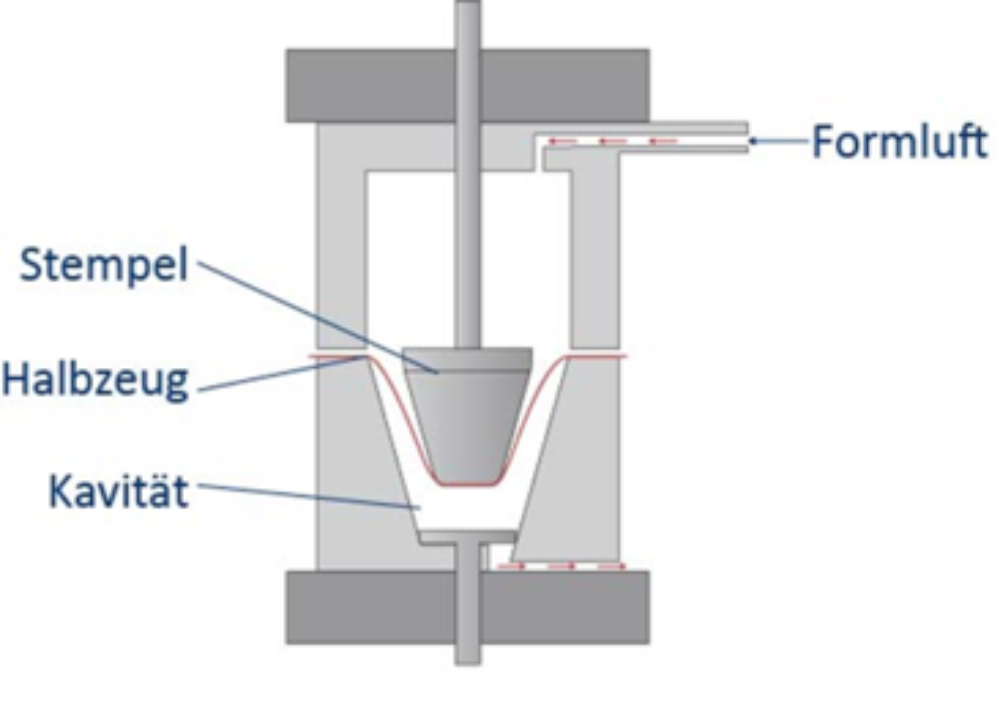
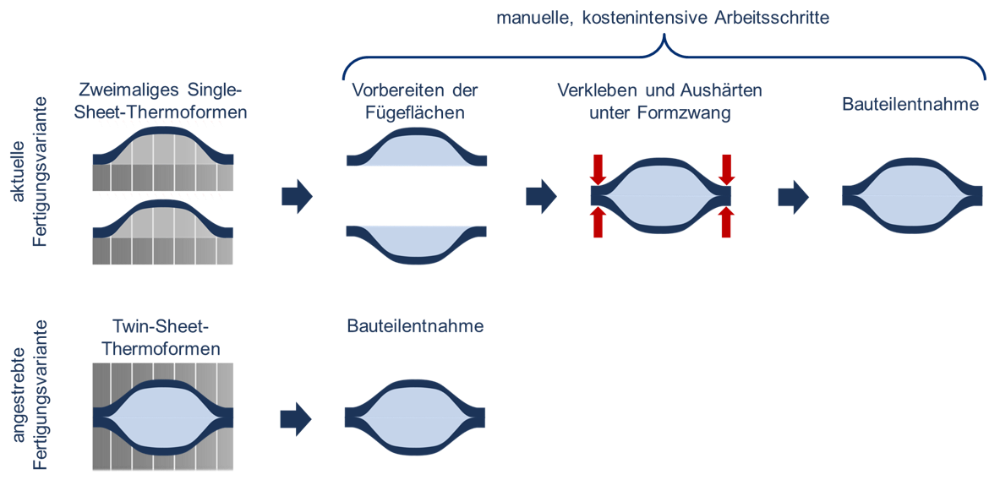
Das Twin-Sheet-Thermoformen ermöglicht die ressourceneffiziente Herstellung von behälterartigen Thermoformbauteilen ohne zusätzliche Arbeitsschritte. Dieses Verfahren ist auch bei eher geringen Stückzahlen sehr kostengünstig, wodurch auch kleine Losgrößen wirtschaftlich hergestellt werden können.
Problemstellung
Zum aktuellen Stand der Technik ist es beim Twin-Sheet-Verfahren jedoch nicht möglich, hochtransparente Bauteile herzustellen.
Lösungsweg
Ganzheitliche Entwicklung und Modellierung einer neuartigen Fertigungsvariante zur Herstellung hochtransparenter Twin-Sheet- Thermoformbauteile.
Ausgangssituation
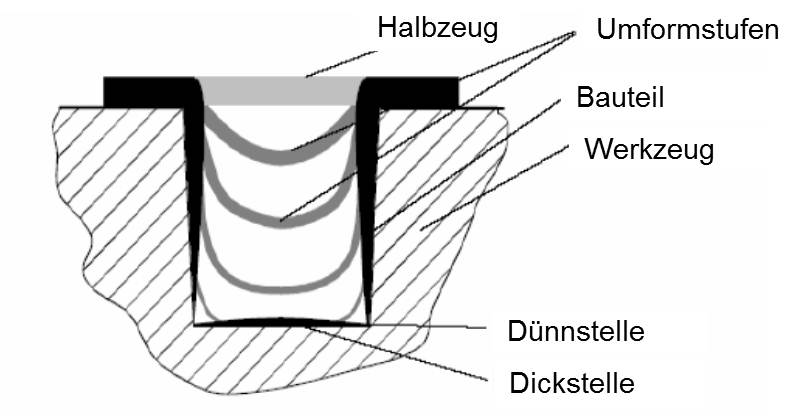
Herausforderung beim Thermoformen ist die Steuerung der Wanddickenverteilung des herzustellenden Bauteils.
Problemstellung
Extreme Materialausdünnung an Ecken, Kanten und Rundungen kann zum Ausschuss führen.
Lösungsweg
Das IKT entwickelt eine Aufheizstrategie mit einem speziellem Strahlerelement („Konturstrahler“), mit dem eine deutlich größere Auflösung bei der Erstellung von Temperaturprofilen ermöglicht werden soll als bisher alleine mittels konventioneller Strahlungserwärmung machbar. In Folge soll die temperaturabhängige Verstreckung gezielt verbessert werden können.
Pultrusion
Ausgangssituation
- zunehmende Bedeutung endlosfaser- oder gewebeverstärkter Thermoplaste
- bisher häufig plattenförmige Halbzeuge --> „Organoblech“
- hochfaserhaltige Profile für hochbelastete Leichtbaustrukturen
- Herstellung von faserverstärkten thermoplastischen Vollprofilen
Problemstellung
- Durchtränkung und Benetzung der Fasergewebe mit viskoser Thermoplastmatrix schwierig
- Fließweg im Vergleich zu niedrigviskosen Monomeren von Duromeren stark begrenzt
- Keine Großserienproduktion
- Kein integrierter Flammschutz für thermoplastische Matrix auf dem Markt bisher erhältlich
- Keine faserverstärkten Rohrprofile mit thermoplastischer Matrix erhältlich
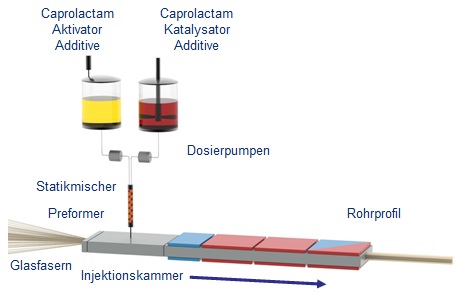
Lösungsweg
- kontinuierliche anionische Polymerisation von PA6
- niedrigviskose Monomere: einfache Faser-Durchtränkung
- Reaktion im Werkzeug zu einer thermoplastischen Matrix
- Herstellung von faserverstärkten thermoplatischen Rohren auf einer neuartigen Pultrusionslinie
Ausgangssituation
- Herstellung von endlosfaserverstärkten, Thermoplastprofilen mittels reaktiver In-Situ-Pultrusion
- Nutzung von niederviskosen monomeren Edukten zur Faserinfiltration, ähnlich der duromeren Pultrusion
- Hoher Aufwand der Versuchsdurchführung
- Bei Geometrieänderungen ist Herstellung teurer Werkzeuge notwendig
Problemstellung
- Infiltration der Fasern durch thermoplastisches Matrixsystem sowie Einfluss von Prozessparametern bisher nicht ausreichend verstanden
- Bisher kein geeigneter Modellierungsansatz, der eine ganzheitliche Analyse des Prozesses auf mikro-, meso- und makroskopischer Ebene erlaubt
Lösungsweg
- Entwicklung eines neuartigen und skalenübergreifenden Modellierungsansatzes
- Berücksichtigung der Reaktionskinetik der monomeren Ausgangsstoffe und der Prozessparameter
- Vorhersage der Faserinfiltration für eine effiziente Prozessauslegung

Ausgangssituation
- Zurrstangen (englisch: lashing rods) für Containerschiffe bestehen derzeit aus Vollmetall und haben dadurch sehr hohes Gewicht
- Erhöhter Kraftstoffbedarf durch schwere Ladungssicherung
- Hohes Risiko für Hafenarbeiter beim Laschen
Problemstellung
- Hohe Belastungen in verschiedenen Richtungen aufgrund von Wellengang und Schiffsbewegungen
- Zurrstangen unterliegen harten mechanischen Einsatz- und Witterungsbedingungen
Zielstellung
- Entwicklung eines hybriden Bauteils aus Metall für die Lasteinleitung und in-situ-pultrudierten Profilen, um Leichtbau-Aspekt auszunutzen
- Nutzung der thermoplastischen Matrix zur Entwicklung einer neuartigen, großserientauglichen Verbindungstechnik inklusive zerstörungsfreier Prüfung zur Qualitätssicherung
Rheologie
Ausgangssituation
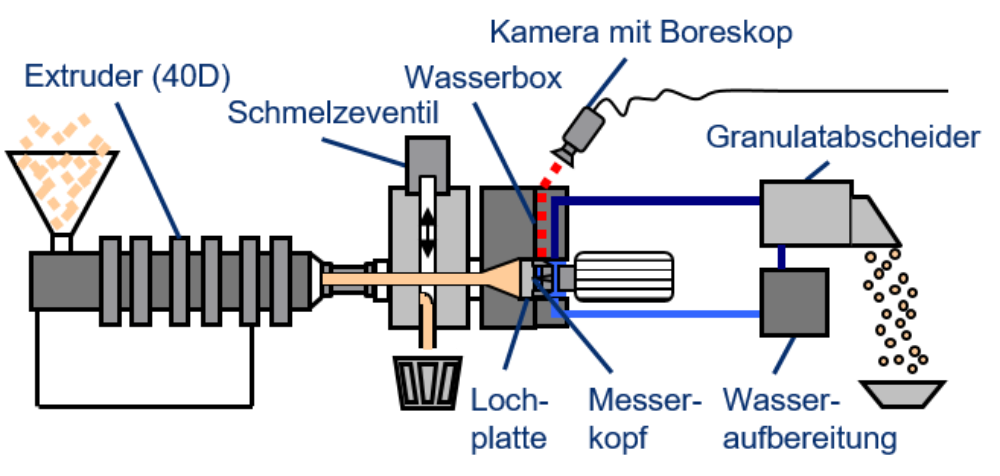
- Die Schäumbarkeit von treibmittelbeladenen Kunststoffen hängt stark vom Treibmittel, den Dehneigenschaften und den Betriebsparametern des Extrusionsprozesses ab.
- Aktuell ist es nicht möglich die auftretenden Dehneigenschaften in der Gasblase zu ermitteln, daher erfolgt die Beschreibung der Blasen- und Schaumstrukturbildung rein qualitativ.
- Kunststoffe können daher nicht gezielt für Schaumanwendungen modifiziert werden.
Zielstellung
Entwicklung eines neuen physikalisch und rheologisch basierten Simulationsmodells zur besseren Vorhersagbarkeit und Analyse der Blasenbildung in treibmittelbeladenen Kunststoffen.
Lösungsweg
- Erfassung der Dehneigenschaften von treibmittelbeladenen Kunststoffen am Düsenaustritt in der Unterwasser-granulierung mittels einer Kamera.
- Integration der ermittelten Dehn-eigenschaften in ein Simulationsmodell zur quantitativen Beschreibung der Blasen- und Schaumstrukturbildung.
Ausgangssituation
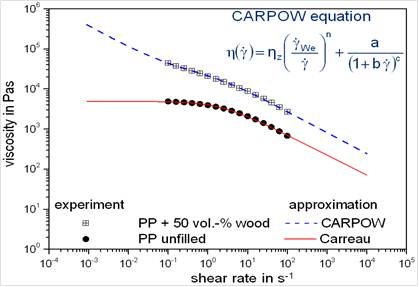
- Vermehrter Einsatz von hochgefüllten Polymeren in der Industrie
- Bisherige Viskositätsmodelle weisen Approximationsfehler auf
Problemstellung
- Strömungssimulation und Werkzeugauslegung von gefüllten Polymeren oft fehlerhaft
- Berücksichtigung von kleinen Schergeschwindigkeiten wird oft vernachlässigt
Zielsetzung
- Entwicklung eines Viskositätsmodells mit physikalisch erklärbaren Parametern
- Quantifizierung der Netzwerkstruktur durch die fraktale Dimension im Modell
- Ausbildung von Netzwerkstrukturen in Abhängigkeit von der Deformation
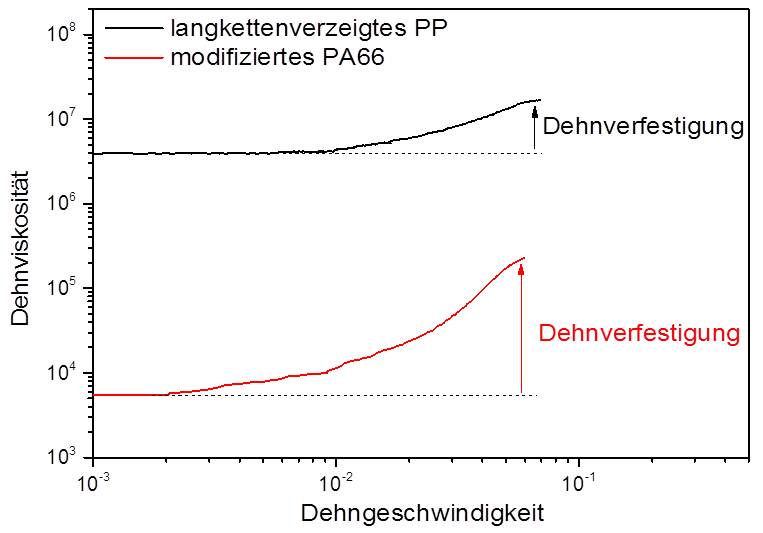
Ausgangssituation
- Vermehrter Einsatz von PA66 im Blasformen und Thermoformen erwünscht
Problemstellung
- Viskosität der PA66-Schmelze in der Regel zu niedrig
- Prozessfähigkeit von kommerziellen Materialien schwer handhabbar
Zielsetzung
- Entwicklung von PA66-Schmelzen, welche ohne Strahlenvernetzung ein dehnfestigendes Fließverhalten zeigen
Ansprechpartner

Dominik Müller
M.Sc.Abteilungsleiter Verarbeitungstechnik